�w���A(����(j��ng)�������̎�)
�H�����d�²��ϿƼ�����˾
һ���A����ָ�T����(n��i)�������������ķǽ��يA�s��@�N�ǽ��يA�s��y(t��ng)�Q�����ң��ʷQ�@�Nȱ�ݞ�A�����������γɕr�g�Ⱥ�֞�һ�����ҺͶ������ҡ�
һ�������γ����ȣ�����ָ�Ͻ�ұ���rұ����������������߀ԭ�������������A���������܄����γɵ����ң������Һͬ�t�r�����r����îa(ch��n)�������ң������Һ�tǰ̎������������̎����׃�|(zh��)̎�������ɵ����ң�������עǰ�Fˮ�к��е����ң���
�D1���D2�������ī�T�F����һ�ΊA��
�D1 �T���� ���F�� �D2 �T���� ���F��
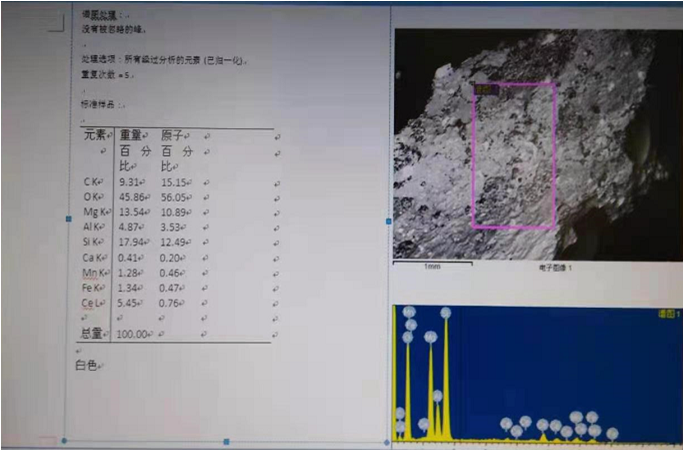
�D3�а�ɫ���w����ī�T�F��ע�^���������γɵĶ��ΊA��

�D3 ɰ�͝�ע��
�D4���ɫ�A��������V������(sh��)��(j��)���Ĕ�(sh��)��(j��)�еĿ��Կ����A�s����Ҫ�����ڝ�ע�^�����V��ϡ�����i���������γɵĊA���߀�й���������ԓ�����ڰ��r�����g��
�D4 �D3����R����
�D5���T��������������γɵİ�ɫ�A������������ȥ����İ���
�D5 ��ī�T�F������İ���
���������γ��ں�����ָ����Һ�ڝ�����(n��i)��ס��ȥ��һ�������M�Н�עֱ�������^���У����ڝ�עϵ�y(t��ng)�OӋ������,�FҺ�a(ch��n)���ˇ��صĜu������Һ�Ķ����������������Nԭ����γɵ����ҡ�
����Ӱ��T���������ؼ��m����ʩ��
1��ԭ���ϵļ����ȣ����õĽ��ٲ��ϵļ����ȣ�ֱ��Ӱ푵�����Һ�ЊA�s��ĺ������e���ؠt�ϛ]��(j��ng)��ɰ��ֱ�ӻؠtʹ�ã������в��ٵ���ɰ�������������F�͏U���������P�g����ұ���^�����@Щ������������^С�����y���Fˮ��ȥ�������H�����γ�һ�ΊA���߀�����Fˮұ���|(zh��)�������������γɚ�Ͱڡ�
2��늠t�Ͳĵ��ͻ��
һ��늠t�������ɶ����������Ԡt�r�����������X���Ԡt�r�������V�A�Ԡt�r�M�ɣ��t�r�����g�̶����ɠt�r�����|(zh��)���ͻ�̶țQ���ģ��t�r�����g����һ�ΊA�s�����࣬�e���ڝ�ע�^�����S���Fˮ�ضȵ��½����A�s�ﲻ���������ܴ�һ���֒��ڝ������ϡ���ѭ�h(hu��n)��ע�^���У������ϵĊA�s���в������������Fˮ�У�����������������r�A�s��Խ��Խ�ࡣ
3��늠t�ͻ���ϵ���A����ʹ���^���Ќ����ٲ��ϵĻ��W�ɷ���һ����Ҫ���������Ԡt�r�۟��r��ֻ���۟����F�����F�Լ���̼䓣�����@Щ�������i���t�ȉA�Խ��ٲ��Ϻ����^�ߣ����Ӵ�t�r�����g�̶ȡ������۟����P䓵ȸ��i�t�IJ��ϣ�ֻ�������Ի�A�Ԡt�r������(j��)���t�r���ͻ�Ⱥ�ʹ�É�����Ҫ�������
4���Fˮ���Ͳĵ��ͻ��
�Fˮ���Ͳĵ��ͻ�ȣ��Q���˰������g�̶ȣ����Fˮ���Ͳĵ�Ҫ�����£�
1���ڸߜؗl����ʹ�Õr��ܛ�������ڣ�������һ�����ͻ�ȣ�Ҏ(gu��)���ͻ�ȵ���1580�棬�����@���ضȲ������ͻ���ϡ�
2���ܳ��ܽY���������d���Ͳ����е����Ñ������ڸߜ���Ҳ����ʧ�Y�����ȡ�
3���ڸߜ����w�e��(w��n)�������®a(ch��n)���^������Ñ������տs�ѿp��
4���ڸߜؼ���׃���r�����±����Ɖġ�
5�������ڽ��٣��t��������Ƥ���t������g��һ���ֿ����ã����������õĻ��W��(w��n)���ԡ�
6���������õ���ĥ�ԺͿ����ԡ�
���˜p�ٰ��ڒ�����ɵ��������ۣ��҂��_�l(f��)��һ�N�����Wճ�������r���ϣ��@�Ç��Ҍ���������̖��201610758370.0����
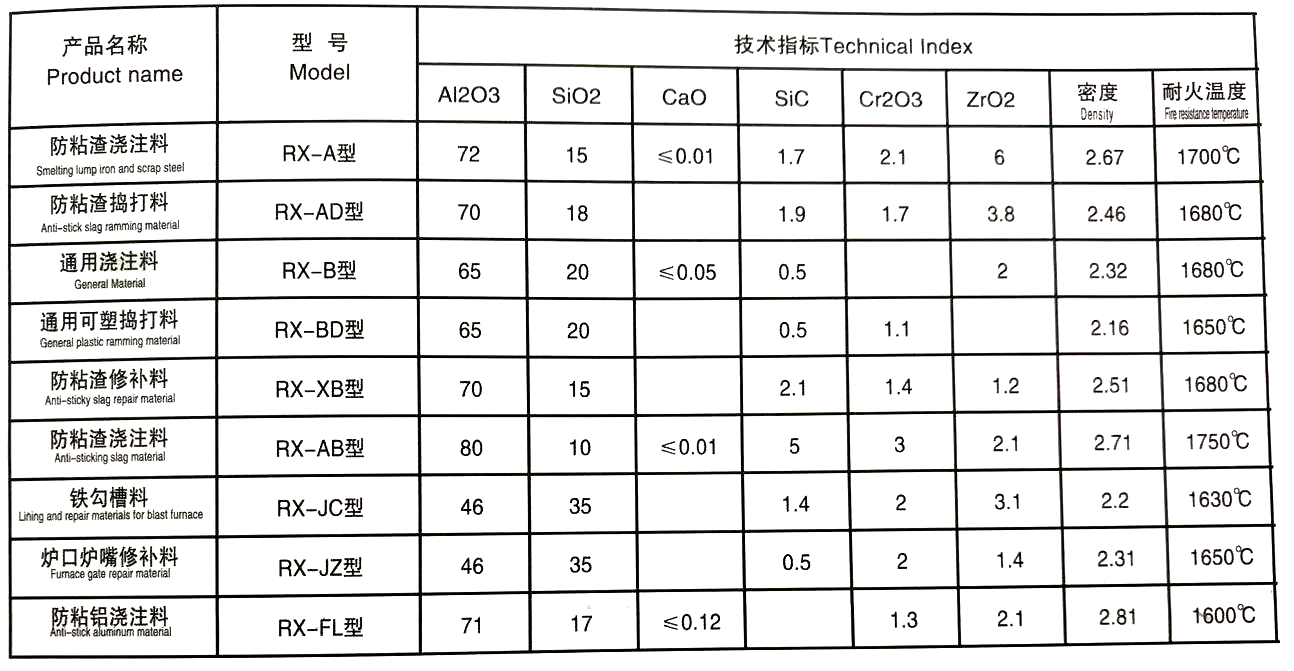
�a(ch��n)Ʒ����
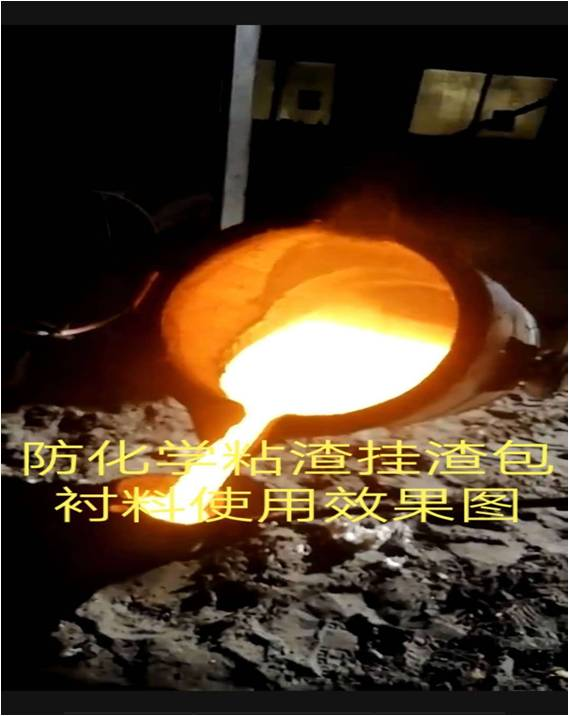
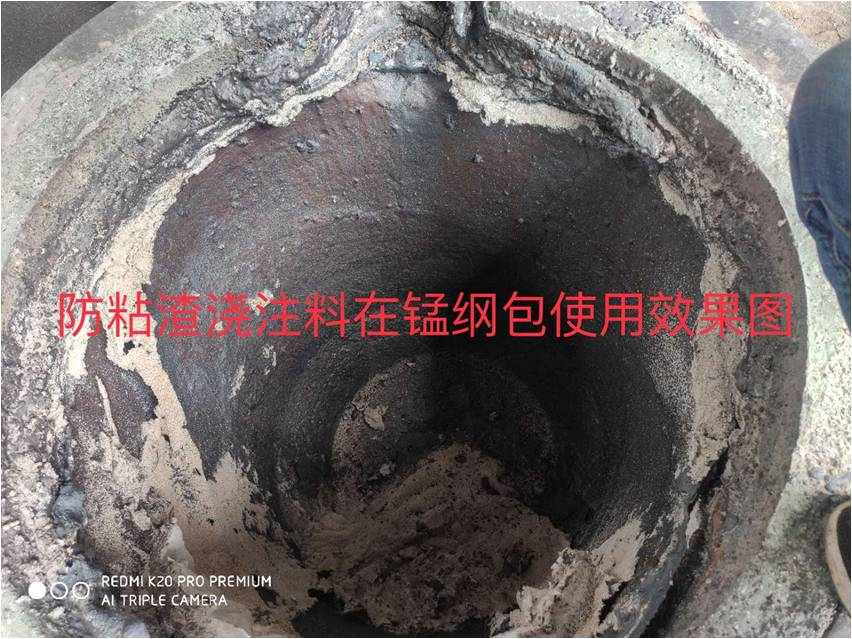
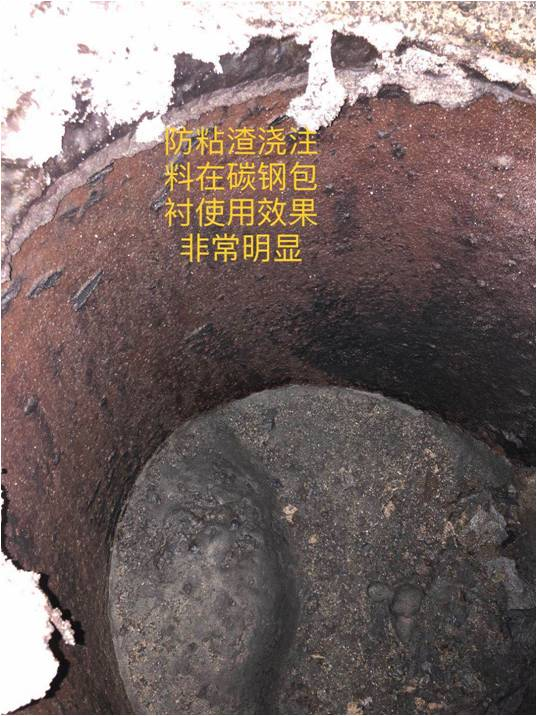
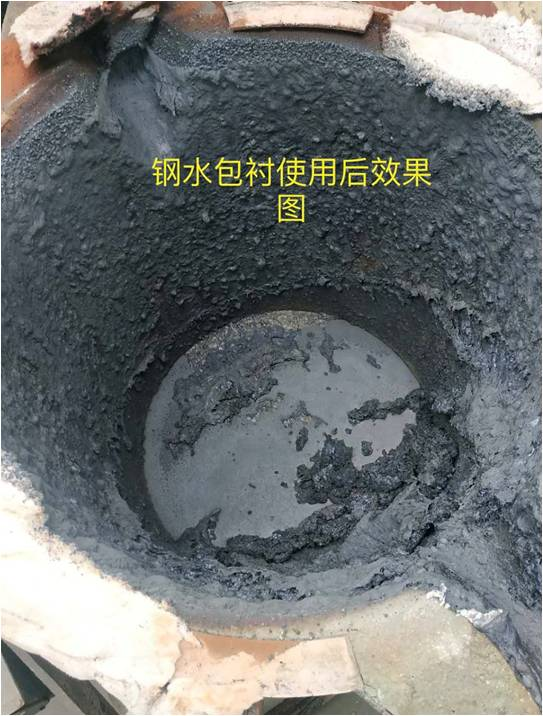
����ʹ�÷�ճ���죩���Fˮ���r�ϵ���r
1��ԓ�a(ch��n)Ʒ�����c�Dz���������ճ���������Fˮ�a(ch��n)�����W�����������g�����������������ı���Ч���������a���������Ժã�ʹ�������L��������a(ch��n)Ч�ʣ��������a(ch��n)�ɱ���ԔҊ��1���ܺõر��C���Fˮ�ļ����ȣ��������T���ĊA��ȱ�ݡ�
2����1 �����Wճ���죩�����Fˮ�����r�ϼ��g����(sh��)
��1 �����Wճ���죩�����Fˮ�����r�ϼ��g����(sh��)
�i䓰� ̼䓰�ʹ��
�ˮ��ʹ��
���F��ʹ��
3���ɱ�����
1�����r���σr�����
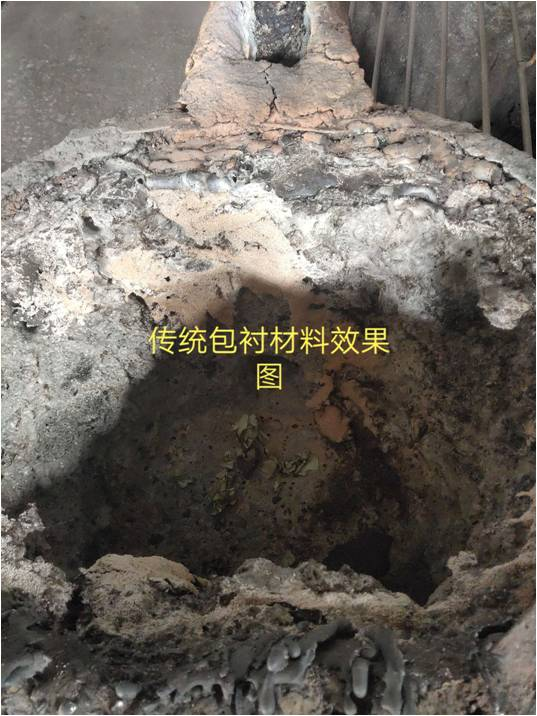
ʹ����ͨ���r���ϣ�ُ�I�r��ͣ�ʹ���^�������Ӻ�����ճ�ڰ���(n��i)�ڣ�ճ�Y���^�������������������Ƀ�����(j��ng)���ѝ�����(n��i)������������ƽ���´�ʹ�ø�����ճ���������˝�����ʹ�ð��Δ�(sh��)��ʹ�÷�ճ�����r���ϣ�ُ�I�r��ߣ����Ӳ������ڝ�����(n��i)��ճ����ճ�Y��С������������������˝�����(n��i)������ƽ�ĬF(xi��n)������˝�����ʹ�ð��Δ�(sh��)�����_�����y(t��ng)���r��10��20������ͨ���r��2��3������עÿ���Fˮ��ճ�����r���ϱ���ͨ��ͨ���r���Ϸ����ͣ����I���F�������ˡ�
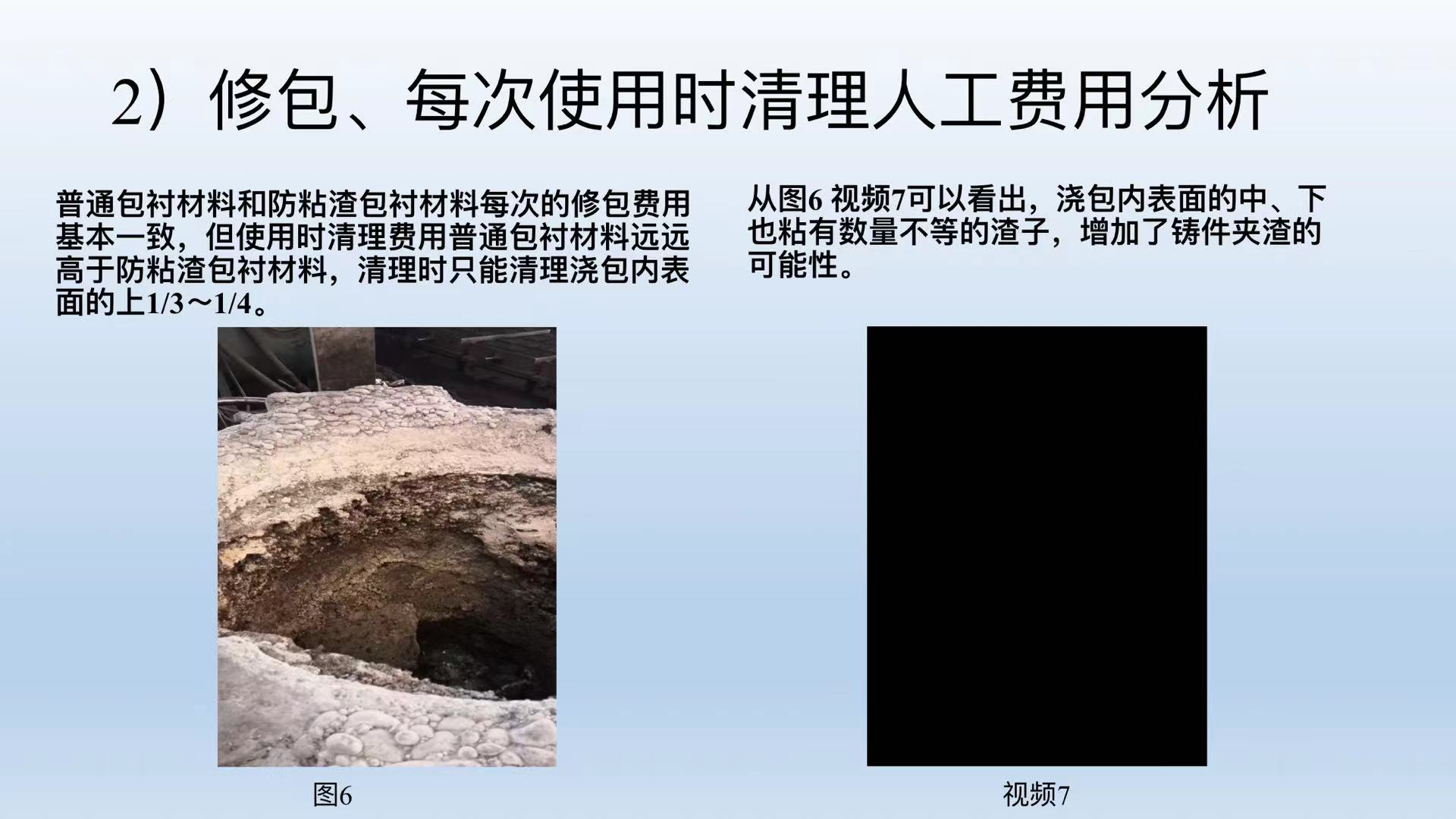
2���ް���ÿ��ʹ�Õr�����˹��M�÷���
��ͨ���r���Ϻͷ�ճ�����r����ÿ�ε��ް��M�û���һ�£���ʹ�Õr�����M����ͨ���r�����h�h���ڷ�ճ�����r���ϣ�����rֻ�����흲����(n��i)�������1/3��1/4,�ĈD6ҕ�l7���Կ�����������(n��i)������С���Ҳճ�Д�(sh��)�����ȵ����ӣ��������T���A���Ŀ����ԡ�

3���T���A����������ȱ�ݷ���
���Fˮ�M�띲������(n��i)���Fˮ�ضȲ����½���������(n��i)��δ�����Ƀ������ӱ��Fˮ�ӟᣬ�ضȲ������ߣ����ۻ������ӱ��ǵ��ˣ������ƄӺ͝�ע�^�����ۻ��������S�Fˮ���M����ǻ���^�V�W(w��ng)ֻ�ܓ�ס���w���ӣ�����סҺ�w���ӣ�Һ�w���������^�V�W(w��ng)�r���a(ch��n)��׃�μ�׃�����մ��^�VƬ��һ���^�VҺ�w�������������������մ��^�VƬͨ�^�Fˮ�����������L��ԓ���T���ĝ�ע�r�g�����a(ch��n)�������㣻�մ��^�VƬ�ijɱ��h���ژ�֬�^�VƬ��
4���T���r�����
ʹ�÷����Wճ���죩�����r���ϣ��������T���ĊA���A���p����ע�^������ɵ��T�����UƷ�ʣ�����T���ĺϸ��ʣ������C�Ͻ�(j��ng)��Ч�档Ҫ������Ԍ����T���ϸ��ʸߣ��К�����Ҫ����T���r���h������ͨ�T����
4���Fˮ�ڠt��(n��i)����ߜضȼ��ߜ��oֹ�r�g
�Fˮ�ض�Խ�ߣ�Խ���������ҵ��ϸ����������ߵ��Fˮ�ضȣ��������Fˮ�Ƿdz��б�Ҫ�ģ�һ����F�T�������F�T��������(j��)�S��S�Ľ�(j��ng)�F(xi��n)�ںܶ��S��һ�������1520-1550��֮�g�����^�ߜضȼ����ؕr�g�^�L��������ұ���|(zh��)����Ҳ�Ӵ��ˠt�r�����r�Ľ��g����ˬF(xi��n)���ᳫ�����ۻ����ٳ��t���V��������һ�ϼ��ܶ������I(y��)���ѽ�(j��ng)�����T�F�ij��t�ضȽ�����1500-1480�棬һ�������͇��⣬һ�����F�ij��t�ضȶ������^1520�棬�����еć����īIָ�������F���t�ضȲ��ܳ��^1500�棬�@�����F����ʯī��(sh��)���ӣ��ڌ��Ȝp�٣��Fˮ�������Ô���o�ã�ʹ�A�s��Ѹ���ϸ���һ���o�Õr�g�������Ҽ��ɡ�
5��������̎���^��
������̎���^�����Fˮ������Ѹ�ٺͼ��ҵ��^�̣�Ҫ������������������Ҫ�ߣ����ȴ�С���m���M���]�з�ĩ�������V����Ҫ�ͣ��������V�ĺ���һ��Ҫ��С�ڰٷ�֮һ������Ҫ��֔��裬�����Δ�(sh��)һ�㲻���ڃɴΡ��������FˮҪ�M��ʹ�Ì��õĸ��w�����ܶ���I(y��)ֱ��ʹ�þ��������w���e�`�ģ�������������Ч�����^�ã������c���^�ͣ������w��ʹ�Õ����Fˮ�ܽ⣬�M���T�����ڱ��C����r�£�����ϡ�����V��Ҫ�M���ĵ͡������^��������ʹ�������V��������ЊA�s�����ࡣ
�D8���ձ�һ�Ҿ��������a(ch��n)�̵Ĕ�(sh��)��(j��)�����Կ����ͻ��ͦ�ͣ��������鸲�w��ʹ�����靲עʹ�õ��S���������ļ�����Ҫ�ߣ�����Ҫ���m���^���������ڝ�ע�r�������أ�һ�����ȿ�����0.3—1.0mm֮�g��С��0.3�ķ۠��ﲻ���^5%�� 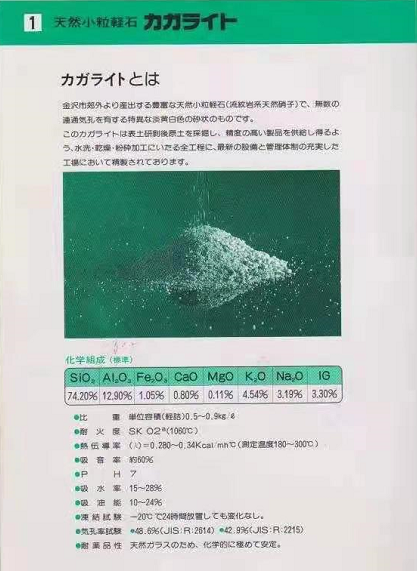
�D8 �ձ�һ�Ҿ��������a(ch��n)�̵Ĕ�(sh��)��(j��)
6����ֹ�T���A�s������һ�����ϣ������ĝ�עϵ�y(t��ng)���OӋҪע����c��
1���Fˮ����Ҫ����ƽ��(w��n)�������w�R��������
2����עϵ�y(t��ng)Ҫ�M�����ð���]ʽ��
3����עϵ�y(t��ng)��(y��u)���x����ĭ�մ��^�V�������`�C����ĭ�մ��^�V�����A�s����^�VЧ�����(y��u)�������^�V��ʽ���M����ĭ�մ��^�V���ijɱ��^�ߣ�����a(ch��n)���ľC��Ч��߀��ֵ�÷dz���(y��u)��ʹ�á�
��ĭ�մ��^�V������̼����������������X���ͻ���Ϸ��ϣ���������Xճճ������ĭ�w�Ȳ��ϟ��Y���ɡ��@�N�^�V���������C�����ۿp϶�����H�Cе��������Y�ַǽ��يA�s�����߀�������^�A�s������ã����и��õĽ���Һ����Ч����
��֮�A�����γɕr�g�Ϸ֞�һ�ΊA���Ͷ��ΊA��������߀��һЩ����Ĥ�A��������ף����F�ĺ��������F(xi��n)��ʽ��N���ӣ��γɵ�ԭ���^��Ҳ���s��׃�����������a(ch��n)�^���н�Q�A��ȱ��Ҫ����a(ch��n)����ԭ��ͱ��F(xi��n)��ʽ�������ҳ����_�Č��ߣ��o֮�Ժ����ĝ�עϵ�y(t��ng)����ֹ�A�����T�����γɡ�
�ġ��YՓ
ʹ�÷����Wճ���죩�����r�����c��ͨ���r���ϱ��^�����������c��
1��ُ�I�ɱ���ʹ�óɱ��ͣ�
2��ʹ�ù��r�M��
3���T���A����������ȱ���٣���Ʒ�ʸߣ�
4���T���r��ߡ�







 �W(w��ng)վ���
�W(w��ng)վ��� �f(xi��)���śr
�f(xi��)���śr �����YӍ
�����YӍ ���ߌ��^(q��)
���ߌ��^(q��) �a(ch��n)�I(y��)�����
�a(ch��n)�I(y��)����� �ИI(y��)�y(t��ng)Ӌ
�ИI(y��)�y(t��ng)Ӌ ���g����
���g���� ���Ռ��^(q��)
���Ռ��^(q��) �����YԴ
�����YԴ ���T����
���T���� ����
���� (li��n)ϵ�҂�
(li��n)ϵ�҂�