程新國 李高成 朱慶華 王登國
Cheng Xinguo, Li Gaocheng, Zhu Qinghua, Wang Dengguo
摘要:高鉻鑄球、鑄段(統稱研磨體)是耐磨材料系列中有著龐大市場的產品。國內自80年代初開始引進, 通過技術探索研究,現在的產品質量已達到或超過國際先進水平。近年來,鐵模覆砂生產線在市場上已逐步投入運行,大規格鑄球、鑄段產品的生產,已在此生產線上得以完美的實現。而直徑小于φ40mm的鑄球、鑄段產品的鑄造生產,由于裝備和工藝技術受限,嚴重制約了行業發展。目前國內有兩種生產方式:一是迪莎(DISA)擠壓鑄造生產線(以下簡稱“DISA線”)生產;二是傳統手工生產。本文旨在推廣由安徽新寧裝備股份有限公司研制的水平無箱鑄造生產線,應用于生產直徑小于φ40mm研磨體的科技成果。
Abstract: high chromium casting ball and cylpebs (collectively referred to as grinding media) are products with huge market in wear-resistant material series. Since the beginning of 1980's, the quality of products has reached or exceeded the international advanced level. In recent years, the sand coated iron mold production line has been gradually put into operation in the market. The production of large-scale casting ball and casting section products has been perfectly realized on this production line. However, due to the limitation of equipment and technology, the casting production of casting ball and casting cylpebs with diameter less than φ40 mm has seriously restricted the development of the industry. At present, there are two production methods in China: one is the production on the DISA squeeze casting production line (hereinafter referred to as "DISA line"); the other is the traditional manual production. This article aims to promote the horizontal flaskless casting production line developed by Anhui Xinning Equipment Co., Ltd. and applied to the scientific and technological achievements of the production of grinding bodies with
a diameter less than φ40mm.
關鍵詞:磨球、水平無箱鑄造生產線、粘土砂
Keywords: grinding ball, horizontal flaskless casting production line, clay sand
一、概述�
直徑小于φ40mm的高鉻鑄球、段,主要應用于水泥、礦山和火力發電工業,隨著磨機的大型化及擠壓和研磨(雙回路)聯動工藝的發展,小規格研磨體的使用量也越來越大。根據有關資料統計:我國2019年年產水泥總量為23.6億噸。按照0.1kg/噸水泥消耗研磨體23.6萬噸,國內大型礦山的二段選礦消耗量約為20萬噸;出口量約為10萬噸,合計年需求小規格研磨體總量應該在60-70萬噸。
小規格研磨體的生產工藝方式目前有兩種:
(1)DISA線生產方式;
(2)粘土砂人工造型生產方式。
二、國內小規格研磨體生產工藝基本情況
目前國內鑄造小規格研磨體的生產工藝有以下幾種:
1、粘土砂手工操作生產方式
采用粘土砂、砂箱手工造型、澆注、清理生產產品。國內耐磨材料中小型生產企業70%以上都還是采用這種傳統的生產方式。這種生產方式的優點是規格、品種更換簡便,工藝出品率比較高;但是存在用工人數多、工人勞動強度大、環境惡劣、產品質量不穩定(手工造型,型砂的物理性能不穩定,充型后產品表面凹凸不平,應用中會產生失圓變形)等。
2、DISA線生產方式:
DISA線生產曾因為生產效率高、用工少數少、生產過程除塵環保,一度獲得了大多數耐磨材料生產企業的青睞。隨著時間的推移,也逐漸顯現了問題:設備資金投入規模(約2000萬元左右)大、占地面積廣(2500㎡左右);設備結構復雜,日常保養、維護需要投入大量的人力、物力;模具安裝難度大,其定位精度容易出現偏差而造成產品批量錯箱;由于重力作用,造成化學成份偏析,內部組織不均勻,從而導致應用上磨損不均,出現嚴重失圓。
由于上述等原因,采用DISA線滿足了小規格研磨體的大批量生產,但是生產綜合成本較高,生產的產品質量不穩定,設備日常保養維護難度大,很大程度上制約了行業發展。
3、XN-SW系列水平無箱鑄造(鑄球)生產線
安徽新寧裝備股份有限公司創建于1999年,初期階段是一個以生產耐磨材料為主的綜合性企業。公司自2005年起,先后投資了5000萬元,購置設備,引進人才,聯合大學院校,開始了全方位的自動化生產線研發工作,先后完成了“再生砂生產線”、“鐵模覆砂生產線”、“SW系列水平無箱鑄造生產線”開發推廣。
公司現擁有多項自主知識產權,其中發明專利30余項。企業在發展過程中認識到:用傳統手工鑄造技術已不適應當前的產業政策,只有采取自動化程度高的流水線作業,才能從根本上解決生產過程中的用工問題、環境問題、安全問題及產品質量問題。
公司通過系列發明、創新,開發出的XN-SW系列水平無箱鑄造生產線,應用于耐磨材料小規格研磨體的鑄造生產,開創了國內耐磨材料行業生產小規格研磨體的先河,填補了行業空白。采用該裝備,提高了行業企業生產效率,直接減少了大量用工并大幅降低了工人勞動強度,提高了產品質量,改善了工作環境。同時在國家倡導經濟轉型升級大趨勢背景下,對傳統鑄造企業技術改造具有極大的應用和推廣價值。產品投放市場后獲得了一致好評。
三、XN-SW水平無箱鑄造(鑄球)生產線技術
1、XN-SW水平無箱鑄球、段生產線局部平面布置簡圖(見圖1);
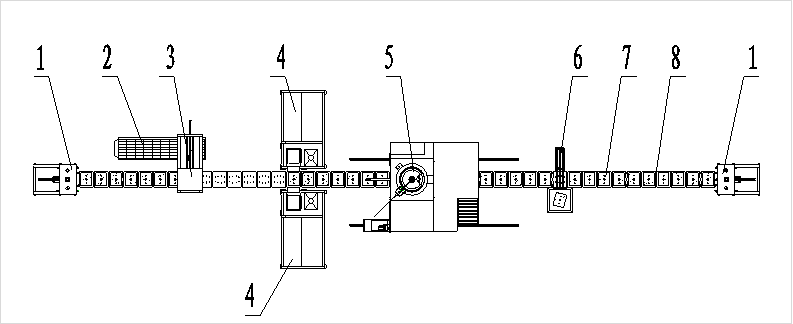
圖1
圖1圖示說明:1、升降裝置;2、落砂清件裝置;3、砂型離線裝置;4、造型系統(造型機);5、澆注系統;6、廢砂型處理裝置;7、砂型小車;8、軌道線。
2、XN-SW水平無箱鑄球、段生產線整線結構(見照片2-5)


照片2:XN-SW水平無箱鑄球、段生產線車間一角 照片3:XN-SW水平無箱鑄球、段生產線斜視照片


照片4:XN-SW生產線生產的鑄球產品 照片5:XN-SW生產線生產的鑄段產品
3、生產工藝流程
造型——出型——砂型輸送(澆注)——清件落砂——型砂篩選——冷卻——混砂——型砂輸送——造型
4、項目設計原則;
針對性優化定制造型機,滿足耐磨鑄球產品精度要求高等特點;整線通過自動化運行,滿足耐磨鑄球、鑄段產品生產,大幅減少用工,降低勞動強度;生產過程環保(粉塵外排放濃度≤25mg/m³)。砂型緊實均勻,鑄造產品尺寸精度高、質量穩定;該設備的設計制造繼承率≥90%、結構合理,日常保養、維護方便,達到合理控制鑄造生產成本的目的。
5、設備產品技術方案及靚點:
1)主要配置及技術指標等(見表1)
表1:XN-SW系列水平無箱鑄造(鑄球)生產線配置清單
|
序號 |
名稱 |
數量 |
備注 |
|
1 |
造型機610×510/650×550 |
2臺 |
鑄球專用定制 |
|
2 |
自動澆注線 |
1條 |
160臺小車(約) |
|
3 |
恒溫澆注機1.5T |
1套 |
含備用爐體一臺 |
|
4 |
砂處理生產線30T |
1條 |
|
|
5 |
自動控制、操作系統 |
1套 |
PLC |
|
6 |
砂處理除塵 |
2套 |
|
|
7 |
氣源供應系統 |
1臺套 |
|
A 造型:通過PLC控制,實現瞬間懸浮壓力射砂、成型,型砂緊實率達85單位值以上;砂型成型質量高,達98%以上。充分保證了產品外觀、尺寸統一。
B 型砂輸送:砂型通過小車承載離地循環輸送。
C 澆注:恒溫澆注機澆注。
D 清件:產品充分冷凝后通過滾筒落砂,砂、件分離。
E 型砂收集:型砂自動收集,處理。
F 混砂:采用自動高效混砂、自動控制給料。
G 整線生產能力:160-180箱/小時。
H 單模產量:相當于手工模具的3倍以上。
I 工藝出品率:約65%-75%。
J 用工人數:4人。
2)技術參數
A 動力電源/電壓:380v/50Hz、三相四線;
B 工作功率:600kw(含澆注機300kw);
C 工作壓力:液壓16 Mpa,氣動 0.7Mpa;
D 控制方式:PLC自動控制,設有自動/手動操作模式;
E 造型方式:自動,氣流加砂+壓實;
F 型砂高度可調范圍:220-400mm;
G 運行節拍:運行節拍120-180箱/小時;
H 熔煉爐配置:二臺0.75T中頻爐;或選用一臺1T和一臺0.75T中頻爐結合,實現連續性生產;
I 砂處理能力:30T/小時;
J 適用范圍:適用于Φ40以下鑄球、段鑄件及610×510砂型尺寸內的灰鐵、球鐵、瑪鋼、鋁、銅等鑄件。
3)關鍵技術
A 采用定制的造型機自動造型。
該造型機采用瞬間懸浮射砂、壓力成型,砂型緊實率均勻可靠,避免了局部缺砂等不足。
設有自動溫控裝置,按照工藝要求設置壓板、模具溫度,通過自動控制恒定溫度,以免生產中壓板、模具出現粘砂現象,確保砂型的合格率。
自動吹掃裝置,在造型機上設有自動吹掃裝置,及時清除模板上附著的殘砂,進一步提高砂型成型的質量。
自動潤滑裝置,通過技術創新,工作中自動對造型機的導柱等進行潤滑,確保砂箱等順暢地上升和下降,避免出現卡滯等異常現象。
B 采用升降裝置,實現雙層或多層軌道線聯通持續運行。
該裝置通過與整線聯動工作,通過技術發明創新實現砂型小車承載砂型通過導向、限位平穩地完成換線運行。生產中實現砂型離地循環輸送、儲層,充分保證了整線工作效率。
C 澆注自動壓緊
避免澆注過程中出現抬箱,影響安全,同時可避免或減少產品出現嚴重飛邊現象,提高了產品外觀質量。
D 雙面一體成型模具技術。
所述的雙面一體成型模具,采用數控加工成型。
該模具包括上壓板、模板、澆口杯模型以及分流澆道模型,所述上壓板位于模板上方,分流澆道模型的下端用于和模板相對接;所述上壓板上設有澆口杯成型孔,澆口杯模型設在澆口杯成型孔中,澆口杯模型外側壁與澆口杯成型孔的孔壁之間具有間隙,所述分流澆道模型設在上壓板下方與澆口杯模型相連。
該模具結構設計合理,擴大了單副砂型產出的產品,直接提高了20%-30%之間的產能,突破了小規格的鑄造產品在水平無箱鑄造生產領域的產能低的技術限制,進一步促進鑄造企業的發展。
E 造型、澆注、冷凝過程除煙塵處理,實現環保生產。
該設備特征還在于,在所述造型、澆注、冷凝工藝工序段上設有造型系統,所述造型系統上設有加砂口,所述架體上還設有除煙塵系統,所述除煙塵系統上設有引風口。所述的倉儲式鑄造生產線,其特征在于,所述架體外周設有防護門,所述防護門上設有換氣口。
該發明創新裝置,對造型、澆注、冷凝過程產生的煙塵進行有效地收集、處理,實現環保生產。
等等。
4)產品靚點
A 投資合理、占地少:
XN-SW系列水平無箱鑄造(鑄球)生產線投資規模小,設備占地面積少(占地50米×12米左右,約600㎡),大幅緩解耐磨鑄球行業的投資壓力。
B 設備操作簡單,結構合理、運行穩定。實現一鍵式操作,自動化運行。
該線通過升降機構實現兩層或多層線聯通,實現砂型的自動輸送、儲層,
C設備嚴格按照鑄球、段產品生產工藝布局,自動化完成造型、澆注、冷凝、清件、砂處理等生產工藝工序。
D 生產成本低
a電耗,整線額定功率600kw(含澆注機300kw)。相對于DISA線電耗節約30%以上。
b用工少、勞動強度低,整線用工4人(砂處理1人、澆注1人、造型2人)。
E 維修、保養成本低。
F 模具精度高,使用壽命長。
a 模具精度高:該模具為雙面一體成型,精度高,避免了產品錯箱現象,正品率可達98%以上。
b模具使用壽命:造型機通過瞬間懸浮壓力射砂,避免直接向模型面上噴射型砂,有效保護了模具模型,延長了模具使用壽命。
c 模具更換方便快捷:模具更換便捷,可在2-3分鐘完成。
d 工藝出品率高:相較于DISA線產線模式普遍高2-10個百分點。
G 安全性。
a 設有整機電源的起/停,緊急停止開關,安全開關及限位開關等配置,主回路的配電系統設有短路、過流及失壓保護,當供電電源中斷時,自動斷開總回路。
b 操作臺采用光幕、感應控制保護,實現對人身和設備的安全保護。
c 主電纜、控制電纜選用隔熱、絕緣性好的國標電纜,采取外套金屬軟管予以保護。
d 接線處均有防護罩保護,各警示點均設有安全標識。
綜上所述,XN-SW系列水平無箱鑄造(鑄球)生產線克服和避免了DISA線設備的諸多不足,實現了低成本運行,生產中用工人數少、產品質量穩定可靠(產品的正品率達到98%以上)、過程環保。
四、數據分析
1、該線生產小規格研磨體的模具技術參數(見表2)。
表2:XN-SW系列水平無箱鑄造(鑄球)生產線模具技術參數
|
序號 |
規格 |
單模產量(kg) |
工藝出品率
(%)約 |
鐵水消耗量(kg)約 |
生產產量
(T/班)約 |
|
1 |
Φ15 |
8.65 |
66.5 |
13.1 |
11 |
|
2 |
Φ17 |
9.52 |
68 |
14 |
12 |
|
3 |
Φ20 |
10.5 |
72 |
14.5 |
13.5 |
|
4 |
Φ25 |
14.208 |
72 |
19.5 |
18.2 |
|
5 |
Φ30 |
15.86 |
72 |
22 |
20 |
|
6 |
Φ40 |
20 |
75 |
27 |
24 |
|
7 |
Φ12×14 |
9.96 |
71 |
14 |
12.4 |
|
8 |
Φ14×16 |
11.48 |
71.5 |
16 |
14.5 |
|
9 |
Φ16×18 |
13.08 |
75 |
17.2 |
16.5 |
|
10 |
Φ20×25 |
15.32 |
75 |
20.1 |
19.0 |
|
11 |
Φ25×30 |
16.9 |
75 |
22.23 |
21.5 |
|
12 |
Φ30×35 |
22.1 |
75 |
29 |
22 |
|
13 |
Φ35×40 |
22 |
73 |
29.5 |
22 |
2、成本分析(見表3)
表3:XN-SW系列水平無箱鑄造(鑄球)生產線與手工生產成本比對
崗位
或成本項 |
手工生產模式 |
XN-SW水平無箱鑄球、段生產線 |
兩比(元) |
|
人數 |
工資、費用(元) |
人數 |
工資、費用(元) |
|
產量 |
11.5T |
13.5T |
—— |
|
造型 |
10 |
3330. |
2 |
376. |
+3413. |
|
澆注 |
1 |
333. |
|
產品分離 |
4 |
752. |
1 |
193. |
|
混砂 |
2 |
466 |
1 |
233. |
|
小計 |
16 |
4548. |
5 |
1135. |
|
電費 |
687.5×11.5=7906.25 |
797.5×11.5=9171.25 |
-1265. |
|
模具費 |
20.×11.5=230. |
5.×11.5=57.5 |
+172.5 |
|
損耗件 |
10.×11.5=115. |
56.×11.5=64.4 |
+50.6 |
|
總計 |
12799.25 |
10428.15 |
+2371.1 |
注:表3參照生產φ20鑄球核算。
通過表3可看出,XN-SW系列水平無箱鑄造(鑄球)生產線生產模式與手工生產模式單班生產相比,生產噸產品可節約:2371.1元÷11.5噸=206.18元/噸。以規模設備配置,年產5000噸研磨體(鑄球、段)計算,年增效100萬元左右。
五、總體評價
XN-SW水平無箱鑄球、段生產線通過系列發明創新,滿足于耐磨材料小規格研磨體等的鑄造生產,具有:
1、該線解決了DISA線和傳統手工工藝生產小規格研磨體所不能解決的用工、成本、質量、環境等問題;
2、該線的投資規模比較適合中小型耐磨材料企業的技術改造;
3、該線為企業節約了三分之二的用工,且大大降低了工人的勞動強度,降低了企業的生產成本;
4、該線運行平穩,環境整潔,改善了鑄造車間的面貌;
5、該線可以同時生產二種規格的產品,有利于企業的產品配套;
6、在用戶的型砂質量、熔煉工藝和熱處理工藝能同步保證的情況下,該線也可以生產直徑稍大一點的磨球。
XN-SW水平無箱鑄造(鑄球、段)生產線的應用,對于全國70%還在采用手工生產的耐磨材料生產企業來說,具有良好的推廣價值,特別是在提高生產效率、降低生產成本、降低勞動強度、改善生產環境等方面,優點突出。同時,該線也適用于灰鑄鐵、白口鑄鐵及球墨鑄鐵件的大批量生產。

 網站首頁
網站首頁 協會概況
協會概況 最新資訊
最新資訊 政策專區
政策專區 產業鏈配套
產業鏈配套 行業統計
行業統計 技術交流
技術交流 服務專區
服務專區 人力資源
人力資源 會員中心
會員中心 招商
招商 聯系我們
聯系我們