�D���T���c�����x�^�ۻ�����2024�X�Ͻ���@�M���
������1, 2�������1, 2�����㲨1, 2, 3*
��1.���ϴ�W�p�Ͻ��о�Ժ��2.�������s����������c����ң�3. ���ϴ�W�C늹��̌WԺ��
ժҪ�������x�^�ۻ����g��SLM���Ą���������ԓ���g�������T�켼�g�܉��Կɿ������a���s�IJ�����2024�X�Ͻ��^�������̜ضȅ^�gʹ����SLM�����^�������a���Ѽy��ȱ�ݡ����о����^SLM����2024�X�Ͻ����׃�D���T�����2024�X�Ͻ���@�M�����Y��������SLM����2024�X�Ͻ���^�M�������D���T�����2024�X�Ͻ�ֲ������҃��ߵĵڶ���ֲ���@������SLM����2024�X�Ͻ��м���TiC�w���܉��@���������������p�������ē�ȡ���Ϳ�����
�P�I�~�������x�^�ۻ��� 2024�X�Ͻ� �D���T�죻 �@�M��
The difference of microstructure between extrusion casting and laser selective melting of 2024 aluminum alloy
Zhaojin Fan1,2, Mingyang Liu1,2, Yibo Li1,2,3*
(1.Light Alloy Research Institute��Central South University; 2.State Key Laboratory of High Performance Complex Manufacturing; 3. College of Mechanical and Electrical Engineering��Central South University)
Abstract: The innovation of laser selective melting technology (SLM) lies in its ability to rapidly produce complex components compared with casting technology. The wide solidification temperature range of 2024 aluminum alloy makes it easy to produce cracks and other defects during SLM solidification.This study compares the microstructure of 2024 aluminum alloy formed by SLM rheological extrusion casting. The results show that the microstructure of 2024 aluminum alloy formed by SLM is more complex than formed by extrusion casting, and the second phase distribution of the two is significantly different.The addition of TiC particles into SLM 2024 aluminum alloy can significantly refine the grains, weaken the preferred orientation of grains, and reduce the texture.
Key words: Selective laser melting�� 2024 aluminum alloy�� extrusion casting�� microstructure
1 ����
�F�����I��Ҫ���������p�Ď������ҲҪ�����a�ɱ������a�r�g���@�N���������������켼�g�İlչ�������x�^�ۻ����g(SLM)���ڽ����������켼�g��һ�N�����Ї�����2025Ӌ�������lչ�����M���켼�g[1]���������^���У����ܼ���������Ӌ��C�o���OӋ(CAD)������ʹ���������x���Եؒ���۴���x-yƽ�� ���Ķ��ۻ���ĩ����ÿһ������֮��ŵͷ۴����Ա���e��һ�ӷ�ĩ���Ķ����Ә������[2]���@�N���еķ����칤ˇ���Կ������a���s�Ďβ���������Ҫ�ĕr��ģ���OӋ�^��[3][4]������Ѓ��������B���ԣ���һ�N���坍�������s�YԴ�����a�^�̡��U��a���ʎ�����[5]�����������ʮ��õ����ٰlչ���ں��캽�ա���܇�������t�W�������ИI�ЏV������[6]��
2024�X�Ͻ�����2ϵ�X�Ͻ�����Ҫ�ĺϽ�Ԫ�؞�Cu��Mg��MnԪ�أ����ȸߡ��͟��Ժã��ں����I���ÏV���������������N��ؓ�ɵ�����͘���,���w�C�ϵĹǼ��������Ƥ���������ߣ��������Ș�����ͨ����ͨ�^��׃�D���T�칤ˇ���a��Ȼ�������^�������̜ضȅ^�gʹ�����x�^�����ۻ��^�����a���Ѽy�������ȱ��[7][8]�����ڇ�������о��M����������������ͨ�^���^���������SLM����2024�X�Ͻ�����I���I��W��Ф�ڷ�[9]�������׃�D���T�����2024�X�Ͻ���@�M�����@헌����о�����ͻ��SLM���κϽ�͔D���T��ϳ��κϽ����@�M������IJ��
2 �������c����
���˲��������K����BLT-320�����x�^�ۻ��O�䌦�Lɳ��ò�������˾���a��2024�X�Ͻ��ĩ�M�г�����C����SLM���΅����������300W�������ٶ�1000 mm/s���Ӻ�30μm�������g��100μm���A��ض�200�棬����ˇ���õ�ԇ�ӳߴ��18×18×18mm��
�����I���I��W��Ф�ڷƽY�ϔD���T��Ͱ�̑B��׃���μ��g�����ÙCе���跨�Ƃ�2024�X�Ͻ��̑B�{�ϣ���ע��ģ����ǻ�ДD���T���2024�X�Ͻ�Ͳ�μ����䔇��ضȞ�625�棬����r�g��25min��
��SLM����2024�X�Ͻ�ͨ�^늸���ϵ��x���wԭ�Ӱl����V����ICP-OES���ɷַ������c�D���T�����2024�X�Ͻ��M�е�X�侀�ɹ���V�ijɷַ����M�Ќ��ȣ�
��1 2024�X�Ͻ�Ļ��W�ɷ�
|
����� |
Cu |
Mg |
Mn |
Si |
Fe |
Al |
|
SLM |
4.1% |
1.49% |
0.67% |
0.09% |
0.12% |
���� |
|
�D���T�� |
4.522% |
0.982% |
0.577% |
0.094% |
0.124% |
���� |
��SLM����2024ԇ���c�D���T�����2024ԇ���M��ȡ�ӷ�������ȡԇ�ӽ��^SiCɰɰ���M�д�ĥ�͒�����ÄP��ԇ�����w�e�֔��飺2.5%HNO3+1.5%HCL+1%HF+95%H2O���M�л��W���g�����g�r�g��15-20S�����g�������þƾ��M����ϴ�����M�н����@�R�M�н����^�죬���È��l����Ӓ����@�R������ԇ�����������M���^�������
3. ԇ�Y���c����
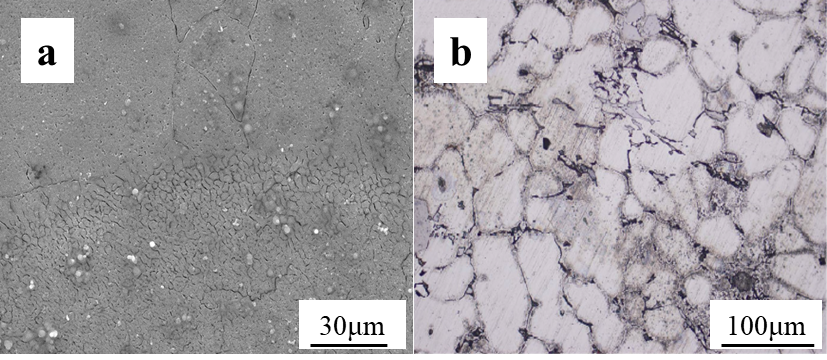
�D1�鲻ͬ��ˇ����2024�X�Ͻ���@�M���D���D1a��SLM��ˇ����ʬF���͵ļ���܉�E������܉�E���Է֞�ɂ���Ҫ�^���۳����ĺ��۳�߅�磬���۳�����̎���@�M�������ĵ��S������ֻ̎���v�^һ�μ�����裻���۳�߅��̎�������Y����ִ�İ����֦��Y�����۳�߅��ľ����ֻ����������^�͵���������(�ɂ������۳��دB̎�����̕r�g�^�L)��ɵġ���SLM�^���У��~���V�Ŀ������̿��ܕ���K�~���V�ĔUɢ����ˣ��ڶ���������ܵ����ƣ��γ��˾������^Ͱ����ͻ�Y�����D1b��D���T����Σ��侧���ܵ��ܴ��׃�Σ��ʬF�����L�ėl������ڽ��^�����^�̺��侧��������̶Ȳ��ߣ���˾�����δ��ȫ�������ʬF���ִ�ėl�νM����
�D1 ��ͬ��ˇ����2024�X�Ͻ��@�M���D��a��SLM��ˇ ��b���D���T�칤ˇ[9]
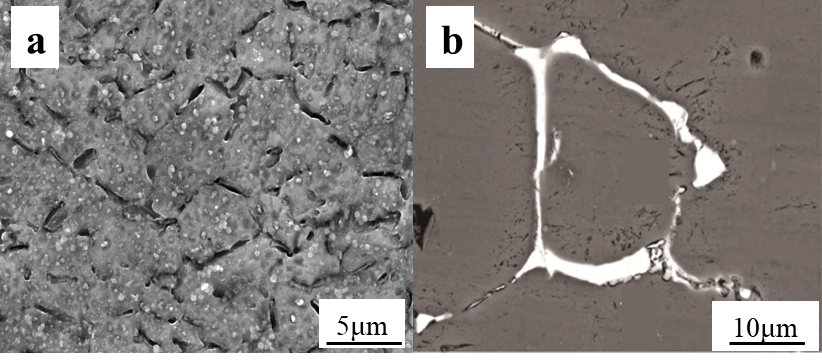
�D2�鲻ͬ��ˇ����2024�X�Ͻ�Ē�����R�D���D2a��SLM��ˇ���ھ����Ȳ��а�ɫ�ĵڶ������ɣ��ڶ���������δ�_������ͨ�^��������@�R(SEM)������ɫɢ���V(EDS)�ķ����Y�����ڶ�����Ҫ��Ҫ��Al��Cu��Mg���NԪ�ؽM�ɣ������ж���S�� (Al2CuMg)���D2b��D���T�칤ˇ���侧���ߴ���20μm���ң����������@�����Ǿ������c���ھ����܇��ɷֲ��@�B�m�������࣬���^��������@�R��SEM��������ɫɢ���V��EDS���ķ����Y���������������AlԪ���⣬߀���д�����CuԪ�غ�������MgԪ�أ��ʵڶ����� Al2CuMg��Al2Cu���@�������ڳ��κ����s�^���У��ڶ����ھ���̎�������ۼ��˴�����CuԪ��
�D2 ��ͬ��ˇ����2024�X�Ͻ������R�D����a��SLM��ˇ ����b���D���T�칤ˇ[9]
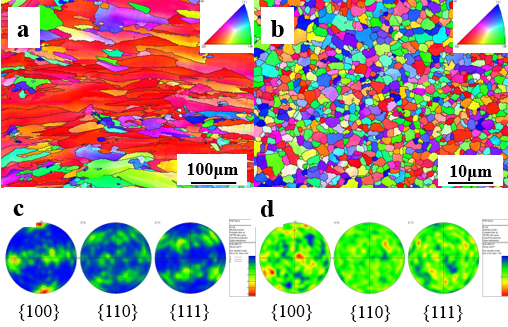
�����Mһ������SLM����2024�X�Ͻ���@�M������2024�X�Ͻ��м���0.5%�ļ{��TiC��ĩ��ʹ����ͬ�Ĺ�ˇ�Ƴ�SLM����0.5%TiC/2024�X�Ͻ𡣣��D3a�͈D3c��SLM����2024�X�Ͻ�ijߴ�ֲ��D�͘O��ͶӰ�D���D3b�͈D3d��SLM����0.5%TiC/2024�X�Ͻ�ijߴ�ֲ��D�͘O��ͶӰ�D���ɳߴ�ֲ��D���Կ�����SLM����2024�X�Ͻ�ľ����ߴ�ֲ���4-90μm��ƽ���ߴ��20.1μm���D�о�����ò��ִ������؞�������۳����L�����҈D�мtɫ�����Ӷ࣬������<100>�ľ����Ӷ࣬��ȡ�����@��SLM����0.5%TiC/2024�X�Ͻ�ľ����ߴ�ֲ���0-6μm�����ȣ�ƽ�������ߴ��1.86μm�������ߴ�ֲ����o���@�ē�ȡ�����{��TiC�w����SLM�����^�����܉��O�õĮ��|�κ����ã�������κ��ʣ��Ķ��@�����������������˜ʘO��ͶӰ�D���Եó���SLM����2024�X�Ͻ�Ŀ�����͞���͵�{001}<100>������������SLM����0.5%TiC/2024�X�Ͻ�o���@��ȡ��
�D3 SLM����2024�X�Ͻ�ı�ɢ����D����a����c��2024�X�Ͻ𣻣�b����d��0.5%TiC/2024�X�Ͻ�
4. �YՓ
��1��ͨ�^SLM����2024�X�Ͻ�͔D���T�����2024�X�Ͻ���@�M�����ȣ�SLM����2024�X�Ͻ���^�Y�����s�������D���T�����2024�X�Ͻ�ֲ������@�����ڼ����x�^�ۻ���SLM���^���еĸߟ�ͨ���Ϳ�����s���ʣ�103-106K/s�����µġ�
��2��ͨ�^SLM����2024�X�Ͻ�͔D���T�����2024�X�Ͻ�ĵڶ������ȣ�SLM����2024�X�Ͻ�ĵڶ�����Ҫ�ֲ��ھ����Ȳ����D���T�����2024�X�Ͻ�ڶ��������ھ���̎���@��������SLM�^���еĿ������̕���K�~���V�ĔUɢ����SLM����2024�X�Ͻ�ĵڶ��������ܵ����ơ�
��3��ͨ�^��2024�X�Ͻ��м���{��TiC�w�����܉��ʹSLM����2024�X�Ͻ�ִ��������S���D׃���@�����������������܉�p��SLM����2024�X�Ͼ��ē�ȡ���ԣ��Ķ����Ϳ���
�����īI
��־��, ���, ���i��. ��. ����3D��ӡ��ľ�о��F���څ��[J]. �¼��g��ˇ,2017, 04: 25-28.
Louvis E., Fox P., Sutcliffe C.J., et al. Selective laser melting of aluminum components[J]. Materials Processing Technology. 2011, 211: 275-84.
Bartkowiak K., Ullrich S., Frick T., et al. New developments of laser processing aluminium alloys via additive manufacturing technique[J]. Physcial Procedia. 2011, 12: 393-401.
Gu D.D., Meiners W., Wissenbach K., Poprawe R., et al. Laser additive manufacturing of metallic components: materials processes and mechanisms[J]. International Materials. 2012, 57: 64-133.
Aboulkhair N.T., Simonelli M., Parry L., et al. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting[J]. Progress in Materials Science, 2019, 106: 106-120.
Wang L., Liu. Y., et al. Fabrication of spherical AlSi10Mg powders by radio frequency plasma spheroidization[J]. Metallurgical & Materials Transactions. 2016, 7: 2444-2453.
�캣�t, �κ���. ��. �ߏ��X�Ͻ�ļ����x�^�ۻ������о��F��[J]. �����c����ӌW�Mչ. 2018, 55(1): 16-22.
Tan Q., Liu Y., et al. Effect of processing parameters on the densification of an additively manufactured 2024 Al alloy[J]. Journal of Materials Science & Technology, 2020, 58: 34-45.
Ф�ڷ�, ����. ��. 2024�X�Ͻ�Ͳ�μ���׃�D���T���о�[J]. ���ܳ��ι���, 2020, 12(3): 95-103.

 �Wվ���
�Wվ��� �f���śr
�f���śr �����YӍ
�����YӍ ���ߌ��^
���ߌ��^ �a�I�����
�a�I����� �ИI�yӋ
�ИI�yӋ ���g����
���g���� ���Ռ��^
���Ռ��^ �����YԴ
�����YԴ ���T����
���T���� ����
���� ϵ�҂�
ϵ�҂�