��Ʒ�|(zh��)䓲�����ͱ��M���z�y�����c����
������1������1�� �T����1�� ��ǽ�2�� ��־��3
(1. �������ĿƼ��W(xu��)Ժ���Ϲ���ϵ������ʡ����� 417000��2. ��܇��������C(j��)܇����˾������ʡ������ 412001��3. ���B��ͨ��W(xu��)���ϿƌW(xu��)�c���̌W(xu��)Ժ�� �|��ʡ���B�� 116028)
ժҪ���S������I(y��)�İl(f��)չ���ƌW(xu��)���g(sh��)����������Ʒ�|(zh��)䓲���ҪԽ��Խ�o�ȡ���Ʒ�|(zh��)䓲�������������M(j��n)������ͱ��M���ęz�y����֮�ͱ��M���z�y�DZ��C��Ʒ�|(zh��)䓲ĵı�h(hu��n)��(ji��)�����ĽY(ji��)�ό�(sh��)����ԇ���Ƃ䡢��(sh��)�(y��n)�^�̼��z�y�Y(ji��)���ȷ������������õ����ḯ�g����������g����늽ⸯ�g�����N�ͱ��M���z�y���������ڞ�������P(gu��n)����I(y��)�Y(ji��)�����팍(sh��)�H��r�x���m�ϵĵͱ��M���z�y�����ṩ��Փ����(j��)��Ҳ���_�l(f��)����(zh��n)�_����(w��n)���ͭh(hu��n)���ĵͱ��M���z�y�ṩ���g(sh��)֧�֡�
�P(gu��n)�I�~����Ʒ�|(zh��)䓲ģ�������ͱ��M�����z�y����
�ЈD���̖(h��o)��TG115 �īI(xi��n)��(bi��o)�R(sh��)�a��A
Low magnification inspection methods and analysis for steel billet
of high-quality steel
LI Hong-juan1, XIONH Yu1, TAN Feng-liang1, CHEN Zhi-jiang2,, DING Zhi-min3
(1. Department of Materials Engineering, Hunan University of Humanities, Science and Technology, Loudi 417000, China; 2. CRRC Zhuzhou Locomotive Co., Ltd., Zhuzhou 412002, China; 3. School of Materials Science and Engineering, Dalian Jiaotong University, Dalian 116028, China)
Abstract: With the development of manufacturing industry and the improvement of the science and technology, the need for high-quality steel is more and more urgent. The demand for high quality steel has promoted the inspection methods of low magnification for steel billet. However, the inspection methods of low magnification is an essential part to ensure high quality steel. The cold acid corrosion, heat immersion corrosion and electrochemical corrosion method which are commonly used in steel industry are analyzed from the aspects such as sample preparation, testing process and testing results combined with the practical examples in this paper, in order to not only provides the theory basis for steel industry to choose suitable low magnification inspection methods combined with their own actual situation, but also provide technical support for the development of more accurate, stable and environmental low magnification inspection methods.
Key words: high-quality steel; steel billet; low magnification; inspection methods
����
���Ї�����2025�����I(y��)4.0�ȴ�څ���£���(du��)�҇���F��I(y��)�����Խ��Խ��Ҫ���|(zh��)��Ҫ���Ȼ����(d��ng)�҇����������I(y��)�D(zhu��n)������(j��)��(du��)��Ʒ�|(zh��)䓲���������ӡ�Ŀǰ���҇��b������I(y��)�ں��IJ����ϵIJ��������������w�C(j��)����ܡ�������܇܇�S���S�еȿ�ƣ�ڸߏ�(qi��ng)䓣����վ���ߜء���ݗ�䲻�P�͟�䓹ܣ�ȼ?x��)�݆�C(j��)���u�Ȱl(f��)��(d��ng)�C(j��)�ĸߜغϽ��~Ƭ�Ȳ��ϣ�Ŀǰ���Ҳ��܌�(sh��)�F(xi��n)���a(ch��n)������ˣ��҇��ڇ����Ƅ�(d��ng)�ИI(y��)���g(sh��)�߶˻��l(f��)չ���M(j��n)���У���I(y��)����u��(y��u)�����a(ch��n)���̣���(sh��)�F(xi��n)���g(sh��)���£��Ƅ�(d��ng)�a(ch��n)Ʒ�ĸ߶˻��l(f��)չ�������A(y��)Ҋ������I(y��)�a(ch��n)Ʒ��u�߶˻���څ���£���Ʒ�|(zh��)��F�a(ch��n)Ʒ���ɞ���������(zh��n)����
������֪��������|(zh��)��ֱ��Ӱ푵���Ʒ�|(zh��)䓲ĵ��|(zh��)������������a(ch��n)�^���У��Һ��(j��ng)�^��ע�Y(ji��)���ɹ̑B(t��i)�������(g��)�^���п��ܕ�(hu��)���F(xi��n)��(n��i)�ѡ��s�ס����ɡ��A�s�����ݵȃ�(n��i)��ȱ�ݣ����@Щ��(n��i)��ȱ�ݲ�������ⲿȱ��һ�������^������(du��)���װl(f��)�F(xi��n)�������ڌ�(sh��)�H���a(ch��n)�У����˱������������(n��i)��ȱ������IJ����Ƃ��Ʒ�|(zh��)䓲ĵĆ��}��Ҫ��(du��)����M(j��n)�еͱ��M���ęz�y�����C������|(zh��)����(du��)�ں���@�ø�Ʒ�|(zh��)䓲ľ�����ҪӰ�����[1-5]�������x��ͱ��M���z�y�����ɜ�(zh��n)�_��Ч�ı��C��Ʒ�|(zh��)䓲ĵ��|(zh��)��Դ�^��������Ҫ�Č�(sh��)�H���a(ch��n)���x��
1����Ʒ�|(zh��)䓲�����ͱ��M���z�y��������(y��u)ȱ�c(di��n)
�S���ƌW(xu��)���g(sh��)�İl(f��)չ������ͱ��M���z�y�ѽ�(j��ng)�ɞ�䓲����a(ch��n)�ı�h(hu��n)��(ji��)��ͨ�^�z�y�l(f��)�F(xi��n)����ă�(n��i)��ȱ�ݣ��_��ԭ���ϵ��|(zh��)����Ŀǰ����ͱ��M���z�y������Ҫ�����ḯ�g����������g����늽ⸯ�g��[6]��
1.1 ���ḯ�g��
���ḯ�g�����˼�x����ԇ�ӽ����������л�ֱ�Ӳ�����ԇ�ӱ��棬��(sh��)�(y��n)���g�r(sh��)�g����(j��)��(sh��)�H��r�������s��15~30 min��������ˮ�_ϴ����ëˢˢϴ���棬�_ϴ�Ƀ���Ȼ�����60-70���ˮ����һ�£�ȡ�������ɣ��^�����ա�����̼�ؽY(ji��)��(g��u)䓺ͺϽ�䓵���Ҫ���ḯ�gҺ�ijɷ�Ҋ��1��ʾ��
��1 ̼�ؽY(ji��)��(g��u)䓺ͺϽ�䓵���Ҫ���ḯ�gҺ�ijɷ�
Table1 Composition of the main cold acid etchant of carbon structural steel and alloy steel
|
��̖(h��o) |
���ḯ�gҺ�ɷ� |
�m�÷��� |
1
2
3 |
10����20��(NH4)2S2O8ˮ��Һ
10����40��(�ݷe��) HNO3ˮ��Һ
FeCl3�ˮ��Һ��HNO3����50:1�ı��� |
̼�ؽY(ji��)��(g��u)䓺� �Ͻ�� |
4
5 |
HNO3��HCL����1:3�ı���
H2SO4��HCL��H2O����1:1:1�ı��� |
�Ͻ�� |
���ḯ�g���Ǚz�(y��n)���^�ͱ��M���ĺ���������(du��)�ڲ����ڟ�����g����䓲Ļ����ԇ���á����ḯ�g�����c(di��n)�����ԇ�Ӵֲڶ�Ҫ���^�ߣ�ԇ�ӱ���ֲڶȲ�����Ra0.8μm���˹�Ϳˢ�r(sh��)������ɸ��gҺ�p�ģ����д̼��Ԛ�ζ���˹������IJ��_���ԣ��ͱ��M������ԇ�ӱ���r(sh��)�g�^�̡�һ�������B�T�����ߵͱ��M���ִ�������
1.2 ������g��
������g�������������b�Ì����gҺ�ӟᵽһ���Ĝض��£�Ȼ����ԓ�ض��º�،�ԇ�ӽ��ݵ����gҺ�С�����(j��)��(sh��)�H��r���g�r(sh��)�g�s��5~40 min��������ˮ�_ϴ����ëˢˢϴ���棬�_ϴ�Ƀ���ȡ�������ɣ��^�����ա�����̼�ؽY(ji��)��(g��u)䓡��Ͻ�䓵�䓷N�ğ�����gҺ�ɷ֡����g�r(sh��)�g�����gҺ�ض�Ҋ��2��ʾ��
��2 ���ò�ͬ䓷N�ğ�����gҺ�ɷ֡����g�r(sh��)�g�����gҺ�ض�
Table 2 Composition, etching time and etching temperature of hot dip etchant of different steels
|
��̖(h��o) |
���ḯ�gҺ�ɷ� |
�m�÷��� |
���gҺ�ض� |
���g�r(sh��)�g |
1
2
3 |
1��1(�ݷe��)���I(y��)HCL |
̼�ع���䓡����i����䓵� |
60��80 |
5��l0 |
�Ͻ�Y(ji��)��(g��u)䓡��Ͻ�䓡�
�S��� |
5��20 |
|
������� |
20��40 |
|
4 |
HNO3��HCL��H2O(�ݷe��)����10:1:10���� |
�W���w�Ͳ��P䓡��͟�� |
60��70 |
5��25 |
|
5 |
H2SO4��HCL��H2O����1:4:5�ı��� |
̼�ؽY(ji��)��(g��u)䓡��Ͻ�䓡�
���ٹ���� |
60��80 |
15��25 |
������g�������c(di��n)�����ԇ�Ӵֲڶ�Ҫ���^�ͣ�ԇ�ӱ���ֲڶȲ�����Ra1.6μm���ɣ�ԇ�ӳߴ��ܸ��gҺ���ӳߴ�����ƣ����gҺ��Ҫ�ӟᣬ�a(ch��n)��������gҺ�̼��Ԛ�ζ�^����Ҫ�������L(f��ng)ϵ�y(t��ng)���m�������z�y���ɱ��^�ߣ����и��g�r(sh��)�g�̣��s�̹������ڣ�������ḯ�g�����ͱ��M������ԇ�ӱ���r(sh��)�g���L�ȃ�(y��u)�c(di��n)��
1.3 늽ⸯ�g��
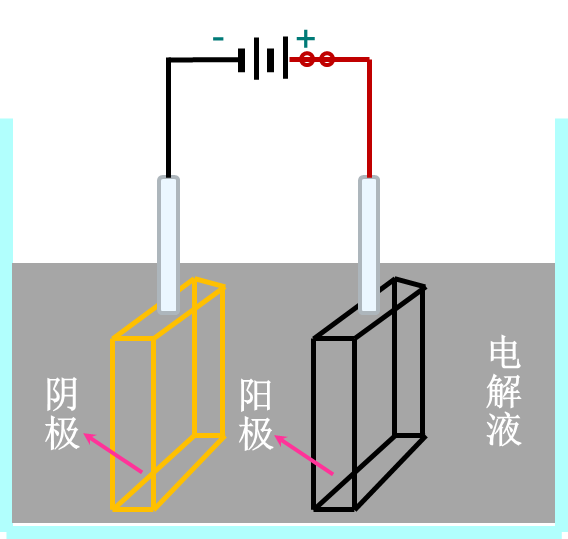
늽ⸯ�g����ԭ����ͬ�����ḯ�g���͟�����g��������Ҫ����������Դʹ��늘O�λ�ߵ��������x����ꎘO���߀ԭ����ꖘO�^(q��)늘O�λ�͵��^�����ʧ��ӱ��������ɞ���x��Ó�x���ϱ��棬�γ�ꖘO�ĸ��g�����z�y�������ꖘO��ƽ����늘O����ã�����(g��)ԇ��֮�g�����g϶��늽���|(zh��)��ϡጵ����ḯ�gҺ��ͨ늰l(f��)��늽⡣����(j��)��(sh��)�H��r���g�r(sh��)�g�s��10~20 min��������ˮ�_ϴ����ëˢˢϴ���棬�_ϴ�Ƀ���Ȼ�����60-70���ˮ����һ�£�ȡ�������ɣ��^�����ա�늽ⸯ�g���ĸ��gԭ����D1��ʾ��
�D1 늽ⸯ�g���ĸ��gԭ��D
Fig.1 Schematic of electrolytic corrosion
늽ⸯ�g�������c(di��n)������늽ⷴ��(y��ng)ԭ������Ҫ���ڸ��Q늘O���Һ��M(f��i)��ܣ�늽���|(zh��)���gҺ��ѭ�h(hu��n)ʹ�ã��ҝ�ȵ����кͣ��̼��Ԛ�ζ�^�p�����ԇ�Ӵֲڶ�Ҫ���^�ͣ�ԇ�ӱ���ֲڶȲ�����Ra1.6μm���ɣ�����(g��)�^����ͨ�^늉��������(zh��n)�_���Ƹ��g���Ҹ��g�^���Ў��o��a(ch��n)�������M(j��n)�Іμ����g��Ҳ���M(j��n)���������g��ͬ�r(sh��)���и��g�r(sh��)�g�̣����ǰ��ɷN���g�����ͱ��M������ԇ�ӱ���r(sh��)�g���L�ȃ�(y��u)�c(di��n)��
2 ���N�ͱ��M���z�y�����Č�(sh��)�(y��n)��(du��)�ȷ���
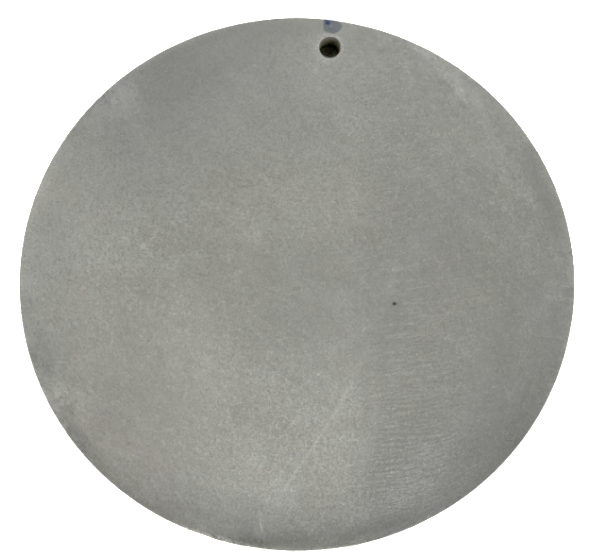
���Č�ͬ�N䓲��M(j��n)�а뾫ĥ�;�ĥ̎����ĥ������ñ���ֲڶȜy���x�M(j��n)�Мyԇ���yԇ��ԇ�ӱ���ֲڶ�ֵҊ�D2��ʾ���ĈD�п��Կ�������ĥ�Ͱ뾫ĥ��ԇ�ӱ���ֲڶȲ�ͬ���ֲڶ�ֵ�քe��Ra0.043μm��Ra0.918μm��������ֲڶȵ���Ra0.8μm��ԇ�Ӳ������ḯ�g���M(j��n)�еͱ��M���z�y��������ֲڶȵ���Ra1.6μm��ԇ�ӷքe���ß�����g����늽ⸯ�g���M(j��n)�еͱ��M���z�y��



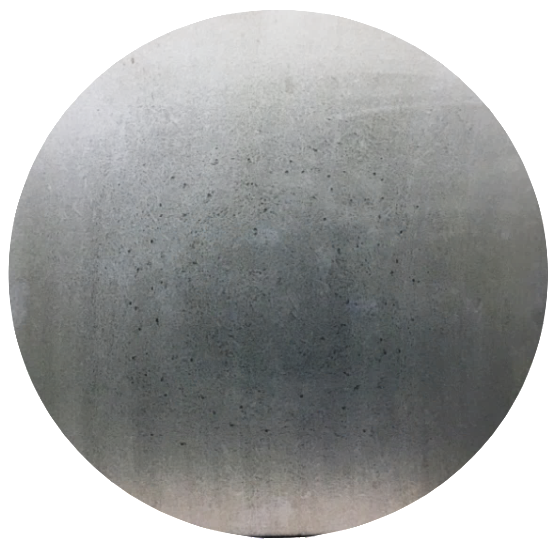
�D3�鲻ͬ�����z�y��ĵͱ��M�����ĈD3��a���п��Կ��������ḯ�g���ĵͱ��M�����w���������(n��i)��ȱ���^�٣����ȱ�ݱ��F(xi��n)�鼉(j��)�e��0.5��(j��)��һ�����ɣ�Сȱ��δ�@�F(xi��n)���D3��b���������g���ĵͱ��M�������ȱ�ݱ��F(xi��n)�鼉(j��)�e1.5��(j��)��һ�����ɣ��D3��c����늽ⸯ�g���ĵͱ��M�������ȱ�ݱ��F(xi��n)�鼉(j��)�e��1��(j��)���������ɺ�2��(j��)��һ��ƫ��[7]�������K�ĵͱ��M��������ij���Ч��������������g����늽ⸯ�g����Ч��Ҫ��(y��u)�����ḯ�g����



3 �Y(ji��)Փ
�C��������֪����ԇ���Ƃ䡢��(sh��)�(y��n)�^�̵���(sh��)�(y��n)�Y(ji��)�����N�ͱ��M���z�y�����������c(di��n)��ͨ�^�����о��ó�������Ҫ�Y(ji��)Փ��
��1�����ḯ�g��ԇ���Ƃ�Ҫ���^�ߡ���(sh��)�(y��n)�^�����˹����g�����y���C�����ķ�(w��n)�����Ҵ����^�����Һ�̼��Ԛ�ζ����(sh��)�(y��n)�Y(ji��)�����˹�����Ӱ����^����ԇ�ӿɱ���r(sh��)�g�̡�
��2��������g��ԇ���Ƃ�Ҫ�ߡ���(sh��)�(y��n)�^������Ҫ�ӟᱣ�C���gҺ��ijһ�㶨�ضȣ�60~80�棩���M(j��n)���ҕ�(hu��)���������(sh��)�(y��n)�Y(ji��)��Ч���^�ã����m�����������Йz�y��
��3��늽ⸯ�g��ԇ���Ƃ�Ҫ�ߡ���(sh��)�(y��n)�^����������ƣ���(w��n)���Ըߡ���(sh��)�(y��n)�Y(ji��)��Ч���^����ԇ�ӿɴ�r(sh��)�g����(du��)�^�L��
��4���oՓ�ķN���g���������˹����ی�(du��)���u(p��ng)�����״����S�C(j��)�Ժ��`���ԡ����ԇ�Ӹ��g�^����茢ԇ�������M(j��n)�мӹ����ӹ����s1mm�������ٴ��M(j��n)��������gԇ�(y��n)��
�����īI(xi��n)
[1] ������, ������, ������, ��. ����ͱ��z�y���g(sh��)�ĬF(xi��n)��l(f��)չ�cԸ��[J]. ����yԇ, 2016, 34(5):1-7.
[2] ���L��, ������, ������,��. ��������ͱ�ԇ�Ӽӹ��cȱ�ݙz�y�����b�䡢�¼��g(sh��)[J]. �B�T, 2016,41(2):43-47.
[3] ����, ��. ȫ�Ԅ�(d��ng)늽ⸯ�g���g(sh��)���B�T���ͱ��z�(y��n)�еđ�(y��ng)��[J]. �����z�(y��n)�������փ�(c��), 2015,51(12):858-862.
[4] �Z��ƽ. �����B�T����(n��i)��ȱ�ݼ��g(sh��)���о��c��(y��ng)��[J]. ұ���O(sh��)��,2015,221 (4)��69-73.
[5] �����x, �� ��, �w�˄�. �ͱ��z�(y��n)���T���|(zh��)�������еđ�(y��ng)��[J]. ����yԇ, 2016,36 (4):22-24.
[6] GB/T 226—2015 䓵ĵͱ��M����ȱ�����g�z�(y��n)��[S]. �������Ї���(bi��o)��(zh��n)�����磬2015.
[7] GB/T 1979-2001�Y(ji��)��(g��u)䓵ͱ��M��ȱ���u(p��ng)��(j��)�D[S]. �������Ї���(bi��o)��(zh��n)�����磬2001.

 �W(w��ng)վ���
�W(w��ng)վ��� �f(xi��)��(hu��)�śr
�f(xi��)��(hu��)�śr �����YӍ
�����YӍ ���ߌ��^(q��)
���ߌ��^(q��) �a(ch��n)�I(y��)�����
�a(ch��n)�I(y��)����� �ИI(y��)�y(t��ng)Ӌ(j��)
�ИI(y��)�y(t��ng)Ӌ(j��) ���g(sh��)����
���g(sh��)���� ����(w��)���^(q��)
����(w��)���^(q��) �����YԴ
�����YԴ ��(hu��)�T����
��(hu��)�T���� ����
���� (li��n)ϵ�҂�
(li��n)ϵ�҂�