���l�Б��t�������g����ұ���Ͻ�䓡�����Ҫ��䓕r����ʹ���l�Б��t��“���”�D׃�韒䓣�ʹ���|��ָ���_��Ŀǰ��LF��VD��AOD�����t�����Ó��t���|��ˮƽ�����m������С�t��ұ�����T����I����|�����p�ُUƷ��һ����Ҫ;������һ�NͶ�Y�١�ҊЧ�졢�ɱ��͡��|���ߵ����a��ˇ����һ�N���ܽ��ĵĭh�������a��ˇ�������g�Ǹ�����ͬ��䓷N����ͬ��Ҫ��ͬ�Ě��wͨ�^���l�Б��t��������ϵ�y�Ŀ��ƚ��w�������_��ȥ���A�s�PO��N��H���������طNҪ������Ó̼������䓕r���뵪����������
���l�t���徫����ԭ�����Б��t�״��徫���^�������Һ�AÓ����ɣ�ȡ�ӷ����a�ӺϽ�����Ț��ͨ�^���b�ڠt�Ě��w�Uɢ�������Һ��ֻ���ⲻ���B©�Һ���������ͨ�^���w�Uɢ������ɢ���^�ߣ������^�������ٶȵĚ��������o���Ě���ͨ�^�Һ������O��N��H���A�s����Һ���Ķ��_�����������á�
�Һ�Ȳ�ÿ������ݾ���һ��С��“�����”���ښ������ﲻ��O��N��H�Ě��w��Ҳ�����f�����������@Щ���w�։��������㣬������ݴ��^�Һ�r�����ܽ��B���ڵ�O��N��H�ͷ��ܽ��B���ڵ�CO�Ⱦ����Ԅӵ��M�����݃ȣ��ǽ��يA�s�ﱻ�����ښ���ݱ��棬���S���ݵ��������������Һ���棬ͨ�^�������������Ķ��_��Ó�⡢ȥ���ǽ��يA�s���Ŀ�ġ�
���l�t���徫�������Һ���|�������ȴ����ߣ�����ǰ��ĊA�s������@���ͣ����w�������p�٣����w��������;
1.���徫��ȥ���U��pb)��Ч��
|
䓷N |
��Ar min |
����ǰ��%�� |
������%�� |
�����ʣ�%�� |
|
40 |
45 |
0.0087 |
0.0016 |
80.4 |
|
AISI430 |
40 |
0.0300 |
0.008 |
78.2 |
2.���徫��ȥ�䣨h����Ч��
|
䓷N |
��Ar min |
(H)������׃��/10-6 |
�����ʣ�%�� |
|
����ǰ��%�� |
������%�� |
|
40 |
55 |
12.0 |
2.8 |
75.9 |
|
AISI430 |
45 |
9.3 |
4.51 |
52.1 |
|
2GMN13 |
35 |
7.9 |
4.15 |
50.0 |
3. �A�s���зǽ��يA�s���@�u������GB10561-2005
|
�Ŀ |
A |
B |
C |
D |
|
���� |
������ |
�����} |
��������� |
|
����ǰƽ�� |
1.8�� |
1.7�� |
1.5�� |
2.1�� |
|
������ƽ�� |
0.55�� |
0.64�� |
0.5�� |
0.67�� |
|
ƽ������% |
69 |
62 |
67 |
68 |
�F���y�˜���ȫ�M�㼼�gҪ��
4. �京��С��1.0PPM���M��ģ���Ҫ��≤2.5PPM,����䓷N≤3.0PPM
5. ��������0.005%
6. ����V�ӹ����M�г����z�y���_����GB/T133515-1991)�����˜�
7. ��304�Ȳ��P䓾����c���P䓵ęCе���܌��ȣ���GB/T328-2002)
1) �������ȣ������ǰ��549.53Mpa��������606.82Mpa�����57.29Mpa
2) �������ȣ������ǰ��270Mpa��������339.52Mpa�����69.52Mpa
3) ������������ǰ��38.46Mpa��������49.10Mpa�����10.64Mpa
�����g�m���c�Б��t���l�t��������0.5T-20T�t�w��
�m���ڣ�
1���A��MgOɰ�t�r
2�����A��MgO+AI2O3�t�r
3�����Ԅ���AI2O3�t�r
4��ƫ��������AI2O3+SiO2�t�r
�����g��������ұ���r�g����龫�����ڽ����ۻ��^�����M�о���������������Lұ���r�g��Ҳ��������늺ġ�
�����Һ���^������ʹ������Ʒ�|�����@��ߡ����ɱ��������ӣ�ÿ��������Ʒͬ������10.8Ԫ����������Ʒ�|������ߡ��UƷ�Ĝp�١��t�rʹ�ôΔ����ӡ����ā��v�ɱ�߀�ǽ��͵ġ�
�凍���l�Б��t�t�״��徫�����Y��
һ��2020��8��12�ղ�����̶����ʢ���匣�����Ըɴ��ϴ��ƣ�ͬ������6�c���t���ڶ�������8�cȡ�ӣ�ǰ�ɠt����ˇ�]�д��徫���������t����ˇ�_ʼ���徫����
������8��21�������a21�t��ȡ�����д��������t��V���t̖110483��䓷N42CrMo������ǰ�������Ʒȡ���M�Ќ��ȊA�s�ﺬ�������ȽY��Ҋ�±���ͨ�^������������X�������}�����������A�s�����@�p�٣����_���A��Ч�������л��W�ɷ�Ҋ�±���
�������徫���r�g��40-55��犣�������0.5Mpa�����|䓞�40��犣�����Ҫ��������;��55��犣�ƽ�����t�ʹ��һƿ��⣬�ɱ���15Ԫ/��䓡�
�ġ�������۟��r�g�ܿs�̣��t�״����ܼ��ٽ���Һ�Ĕ��裬����t�Ȝضȣ����M�Ͻ���ͬ��ǰδ���ô��徫�����^���ܹ��sұ���r�g��
�塢�t�r���������@��ߣ��F������48�t���t�w��r�o���@׃����δ�M�����a������δ���幤�r�����aһ�Σ��ˠt�AӋ���_��100-120�t�����ϣ���δ���徫�����20�t�����ϡ�
��˾����ǰ���������A�s������ȣ�2020��8�£�
|
�t̖ |
䓷N |
ȡ�ӕr�g |
A
���� |
B
�����X |
C
�����} |
D
��������� |
|
110427 |
30Cr1Mo1v |
����ǰ |
2.5�� |
2.5�� |
1.4�� |
2.5�� |
|
������ |
0.5�� |
0.3�� |
0.0�� |
1.5�� |
|
110480 |
42CrMo |
����ǰ |
2.5�� |
2.5�� |
1.9�� |
2.5�� |
|
������ |
0.5�� |
0.5�� |
1.0�� |
0.5�� |
|
110483 |
42CrMo |
����ǰ |
2.0�� |
1.5�� |
1.9�� |
2.5�� |
|
������ |
1.0�� |
0.5�� |
1.0�� |
0.5�� |
|
110490 |
42CrMo |
����ǰ |
1.5�� |
1.4�� |
1.8�� |
2.0�� |
|
������ |
0.5�� |
0.5�� |
0.5�� |
0.5�� |
|
110496 |
42CrMo |
����ǰ |
1.5�� |
1.0�� |
1.5�� |
1.5�� |
|
������ |
0.5�� |
0.7�� |
0.5�� |
0.5�� |
|
110544 |
III3 |
����ǰ |
0.7�� |
1.0�� |
0.5�� |
1.2�� |
|
������ |
0.5�� |
1.0�� |
0.5�� |
0.5�� |
|
110521 |
304 |
����ǰ |
2.0�� |
2.5�� |
2.0�� |
2.5�� |
|
������ |
0.5�� |
1.0�� |
0.5�� |
0.5�� |
|
110524 |
9Cr2Mo |
����ǰ |
2.2�� |
1.5�� |
2.0�� |
2.5�� |
|
������ |
0.5�� |
0.6�� |
0.9�� |
1.0�� |
|
110541 |
Cr12 |
����ǰ |
1.0�� |
1.3�� |
0.5�� |
1.5�� |
|
������ |
0.5�� |
1.0�� |
0.0�� |
0.5�� |
|
110533 |
42CrMo |
����ǰ |
|
|
|
|
|
������ |
0.6�� |
0.5�� |
0.5�� |
0.7�� |
|
110519 |
35Cr24Ni7si2NRe |
����ǰ |
|
|
|
|
|
������ |
0.5�� |
0.5�� |
0.0�� |
0.7�� |
|
11533 |
GCr15 |
����ǰ |
0.8�� |
1.0�� |
0.5�� |
1.0�� |
|
������ |
0.5�� |
0.65�� |
0.0�� |
0.5�� |
|
110661 |
Cr13 |
����ǰ |
0.7�� |
0.8�� |
0.7�� |
1.0�� |
|
������ |
0.5�� |
0.5�� |
0.6�� |
0.5�� |
|
110652 |
III3 |
����ǰ |
0.5�� |
0.6�� |
0.8�� |
1.0�� |
|
������ |
0.5�� |
0.4�� |
0.6�� |
0.5�� |
|
110563 |
P91 |
����ǰ |
0.7�� |
0.6�� |
0.5�� |
1.0�� |
|
������ |
0.5�� |
0.5�� |
0.5�� |
0.5�� |
|
����ǰ��A�s��� |
����% |
44% |
44% |
36% |
56% |
�ҹ�˾��Ӿ�����V��������A�s�2021��2��8�գ�
|
䓷N |
������ȡ�� |
A
���� |
B
�����X |
C
�����} |
D
��������� |
|
35Cr2Mo |
|
2.5�� |
2.5�� |
1.7�� |
2.5�� |
|
42Cr2Mo |
|
1.5�� |
1.3�� |
1.5�� |
2.0�� |
|
20CrMn2Mo |
|
1.5�� |
1.5�� |
1.57�� |
2.33�� |
|
ƽ�� |
|
1.8�� |
1.76�� |
1.57�� |
2.33�� |
|
��˾ |
������ |
0.5�� |
0.51�� |
0.54�� |
0.54�� |
|
��˾�c�ҹ�˾��ȵ͵ļ��� |
��1.3�� |
��1.25�� |
��1.03�� |
��1.79�� |
����˾��Ӿ�����V��������A�s��
|
䓷N |
������ȡ�� |
A
���� |
B
�����X |
C
�����} |
D
��������� |
|
H13 |
���� |
0.5�� |
1.0�� |
1.0�� |
1.5�� |
|
H13 |
����V |
0.5�� |
0.5�� |
0.6�� |
1.0�� |
|
ƽ�� |
|
0.5�� |
0.75�� |
0.8�� |
1.25�� |
|
��˾ |
|
ƽ��0.5�� |
ƽ��0.51�� |
ƽ��0.54�� |
ƽ��0.54�� |
|
��˾�c����˾��ȵ͵ļ��� |
��0�� |
��0.24�� |
��0.26�� |
��0.71�� |
��˾��304��1.6���T������ǰ�������ȼ������Ȍ���
|
|
�����KN |
��������Mpa |
��������Mpa |
|
��� |
38.46 |
489.69 |
270 |
|
������ |
49.1 |
606.82 |
339.37 |
|
�������� |
10.64 |
117.13 |
69.37 |
���l�t�ײ����徫���������gʩ����ʽ
2020���㽭ʩ��ӛ䛣�
1���ʂ��T�t��
2�����w�Uɢ����
1���A��ʽ�����w�Uɢ����ʩ����̶����ʢ�������ϣ����w�Uɢ�����c���wֱ�ӽ��|����ȫ�Էdz��ߣ�2�����a���Ě��ݘOС��������������3�����w�Uɢ�����؏�ʹ�ã��p�ٸ��Q�l�Σ�������aЧ�ʡ�4����̶����ʢ����—���l�t�ßo���ٚ��w�Uɢ������Ȃ��y���н��ٔUɢ�������е͌��ᡢ�����š����ܷ����ă��ݡ�
3�����b�Ú��w�Uɢ����䁼�
4���_ʼ��ף����w�Uɢ������䌣������
5���_ʼ����壬��t
6������t�ڣ����w��ɴ�t
7��������B����̶����ʢ����——���w���o�;�����������Һ����ϵ�y
8��ͨ�^����ʢ�a“���w���o�;�����������Һ����ϵ�y”��ϵ�y�����ܿ��ƌ��F��a���S��늠t�Ƚ���Һ���Ӻ͜p�٣�ϵ�y���ܱO���{����������w�����������F���o�茣�I�ˆT�{����b��ϵ�y���Ԅӿ��Ʒ���������ͨ������ܣ��S�ִ����LЧ��c��ϵ�y�К�Դ�������ٚ��^�����ܣ����ϬF����ȫ��
9����t
10���_ʼͨ�^����ʢ�����ǿ�ϵ�y���壬����Һ���湤�r
11��ʹ��”����ʢ������”�������ρ��ĊA�s�Ó���ף������x�՚⣨�p��O��N����Ⱦ��
���l�t���徫���������g���Y��
����ʽ���l�t�״��巽�������O���A��������t�r���ϵ��£�����^����t�r�Ͼ����M�뵽���w�С�ԓ����ʹ�õ����ܿ����O��͟o���ٚ��w�Uɢ�����^�e�ڂ��y���н�����u�����ͻ������Һ��ʽ�ߜغ�����ͣ��������ܶ��OӋ��ʹ������ѻ������п����ٴ��ԣ����wͨ�^�����Ԯa�������С���ݣ������š��͌��ᡣ��Y����D1��ʾ�����c������1���A��ʽ�����c���wֱ�ӽ��|����ȫ�Էdz��ߣ�2�����a���Ě���С��������������3�����w�Uɢ�����؏�ʹ�ã��p�ٸ��Q�l�Σ�������aЧ�ʡ�
����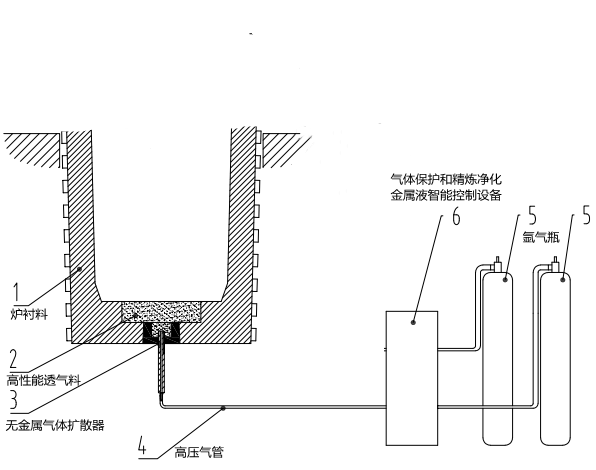
�����D1����ʽ�t�״���
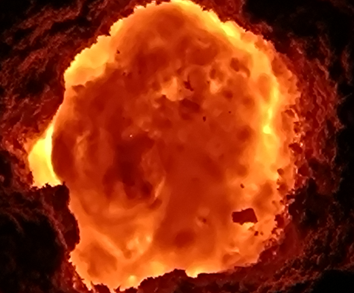
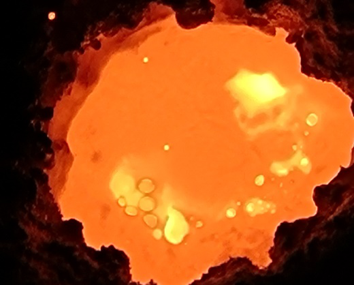
��������ʽ�t�״���ij��a����Ч����D2��ʾ��
����
�����D2 ����ʽ�t�״���Ч���D
����Ŀǰ�������緶����������ǧ���T��Sʹ������ʽ�t�״��弼�g��ÿ��ʹ���߶���������õ�����:
������1�� �p�ُUƷ��
������2�� �����T���|��
������3�� �p��ᘿ�
������4�� ȥ���A�s
������5�� �p�ٚ��w����
������6�� �ضȾ���
������7�� �Ͻ�Ԫ�ؼ�Ó�����ľ���
������8�� ��ߠt�r����
����ʽ�t�״�����߂�ėl��
�����鱣�C��Ч��������ʽ�t�״���Ҫ����ʹ�íh����һ����Ҫ���wͨ�^�o���ٚ��w�Uɢ���r�����^�o���ٚ��w�Uɢ�����{�䣬���зdz���С�ľ��д��ԵĚ��ݣ��t�ײ��ϳ��˾���Խ���ͻ������⣬ͬ�r�������õ������ܣ����⣬��Ҫ���w��ע�t���Լ���Ȧ���o�ϣ��γ����ң�������w�Ġt�ס���Ȧ�����ߏĠt���c��Ȧ�Y��̎�����
�YՓ
������1��������ʽ�t�״��弼�g���^�ڂ��y�Ľ��|ʽ���壬����Ч������ȫ�ԡ������Եȸ����������@���ݡ�
������2�������l�Б��t�۟����ßo���ٚ��w�Uɢ���M�еײ����壬����Ч�������w�е��к����w��������A�s�������������w�|��������T���ȼ���
����ʢ���l�t�������Ƚ���Һ���徫��������ϵ�y
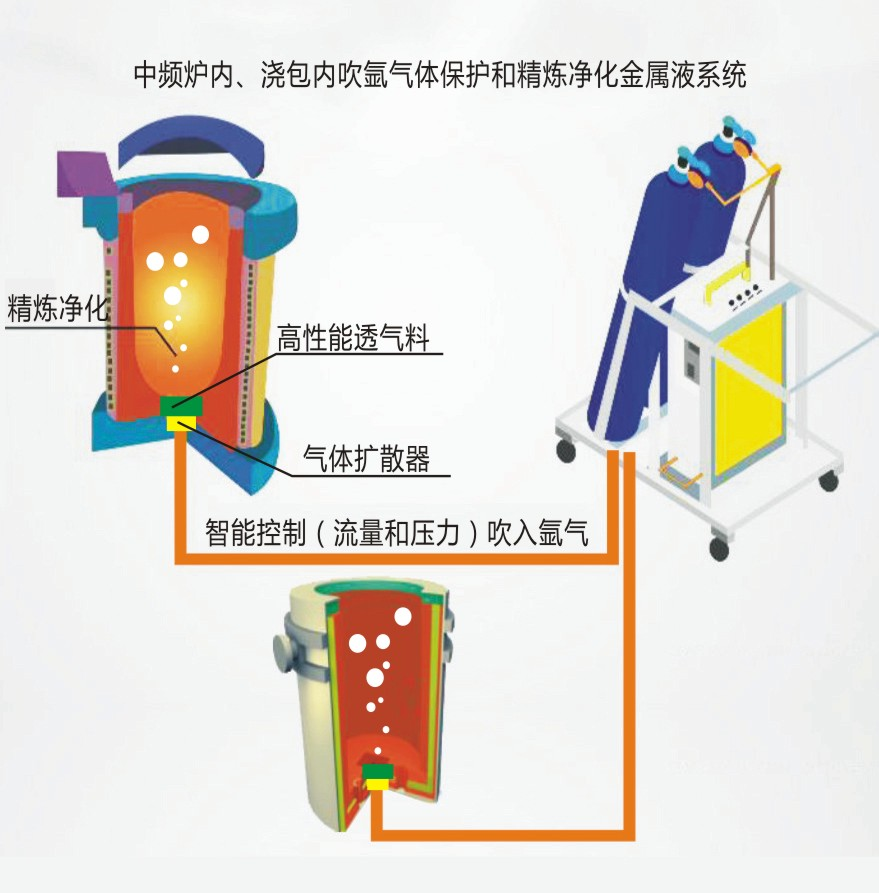
���l�t���״�����w���o�;�����������Һ����ϵ�y����ͨ�^�����l�t���ײ��O���К���M����c���w�Uɢ�����B�ӣ�ʹ����ܳ�ֵ��űM���l�t���ȵĿ՚⣬ʹ�T���T��r���治�ױ����������γ��s�|���Қ��w�Uɢ���ij�������O���и��������ϣ�������������ֻ���S���wͨ�^���ף�ʹ����܉��M�����l�t���ȣ��������a���ˮ����Ĵ����¹ʡ�
ͨ�^�ڠt�ȡ������ȴ���o��С����ݣ�������ϸ��^����ͨ�^���揈�����w�e��Û���S��ؓ��“�����”��������ɢ�ڽ���Һ�еĚ���������SiO2��AL2O3��MgO��MnS��FeS���T���к��s�|������Һ���棬�]�l��ͨ�^����������ȥ����
���l�t�ȡ������ȴ����ܼ��ٽ���Һ�c�Ͻ�ȷ�������������Һ���w�ضȾ��⣬�s�̺Ͻ��۟��r�g�������ڽ���Һ�ľ����Y����
�����رȿ՚���ڴ����^���У��t�ȼ��뾫����������Һ��������w�К��;�������ʹ����Һ�c�՚�����^���������Һ����Ⱦ���Ҿ�����������������Һ�е������������������ȥ������������Һ�������_��LF��VD ��AOD����ՠt�ľ���Ч����
�Ŀϵ��Ԭ18173231009
��˾���Q����̶����ʢ�²�������˾














 �Wվ���
�Wվ��� �f���śr
�f���śr �����YӍ
�����YӍ ���ߌ��^
���ߌ��^ �a�I�����
�a�I����� �ИI�yӋ
�ИI�yӋ ���g����
���g���� ���Ռ��^
���Ռ��^ �����YԴ
�����YԴ ���T����
���T���� ����
���� ϵ�҂�
ϵ�҂�