ժҪ����B��һ�N��ұ���T���ИI�яV�����õ�ͨ�^���Ԛ��w�����w�M�г��⡢���A�s�ķ���������Ч��QĿǰ���l�tȱ�پ������ܵ�ȱ�ݣ������T��Ʒ�|��
�P�I�~�� �״��壻�����T�죻���l�t������
��
��1.���w����Ļ�������
�������w��������һ�T���I�ļ��g��ұ���T���ИI�яV�����á���ȥ�����w�зǽ��يA�s����к����w�������õ�Ч��,���������w���W�ɷֺ͜ض�Ҳ��һ�����ã����Ҷ��Ԛ��w���ˮ�Пo��������һ�N�Gɫ��������ă����ֶΣ����w����̎����Ч���oՓ��ұ��ԭ���Ϻ͌��H�����о����C���Ͳ���������������� �������s�|�������ˮ��
��
��2.���w���弼�g���T���ИI�đ���
����2.1 䓰����弼�g
�������w�������T���ИI�_ʼ�Hʹ����䓰���䓰�������䓰�������Ҫ���ֶΣ����ȴ�����������w���������ã��@һ�c������ѱ�������J�ɡ����ڰ��Ȝض��½�������أ���Ч����r�g�����ƣ�һ��С��3��犣�����˶̵ĕr�g�������w�ă����Dz��صء�Ŀǰ���Ȱ��ȴ������u���ڊA�pʽ���������Ǵ���ݣ������������A�s�͚��w��
��������䓰��������Ч���Լ������ԣ��ܷ��ڟoо�Б��tͨ�^��ȫ�ɿ��ķ���ֱ�Ӵ��壿�ǽ�Щ���T���ИI���^���dȤ�Ć��}��
����2.2 ���l�t���弼�g
����ᘌ������O�룬��������l�t�ȴ��������µİlչ���Ј����ѳ��F�^����Ġt�ȴ��弼�g����Ҫ�֞���
������1�����yʽ���t���c���wֱ�ӽ��|ʽ���塣���y�Ġt�״��巽��ʹ�ö������u�����ڠt��ƽ�棬�c�t�����w���|�����w�������������u�g϶�B©�t�����Қ��w�����_ˢ�t�r���t�r�������͡������Ҳ�����ښ���������
������2���¼��g������ʽ�t�״��巽�������O���A��������t�r���ϵ��£�����^����t�r�Ͼ����M�뵽���w�С�ԓ����ʹ�õ����O��—���w�Uɢ�����^�e�ڂ��y����u�����ͻ������Һ��ʽ�ߜغ�����ͣ��������ܶ��OӋ��ʹ������ѻ������п����ٴ��ԣ����wͨ�^�����Ԯa�������С���ݡ���Y����D1��ʾ�����c������1���A��ʽ�����c���wֱ�ӽ��|����ȫ�Էdz��ߣ�2�����a���Ě���С��������������3�����w�Uɢ�����؏�ʹ�ã��p�ٸ��Q�l�Σ�������aЧ�ʡ�
����
�����D1����ʽ�t�״���
����2.3����ʽ�t�״��弼�g�����l�t�������c
��������ʽ�t�״���ij��a����Ч����D2��ʾ��
����
�����D2 ����ʽ�t�״���Ч���D
����Ŀǰ�������緶����������ǧ���T��Sʹ������ʽ�t�״��弼�g��ÿ��ʹ���߶���������õ�����:
������1�� �p�ُUƷ��
������2�� �����T���|��
������3�� �p��ᘿ�
������4�� ȥ���A�s
������5�� �p�ٚ��w����
������6�� �ضȾ���
������7�� �Ͻ�Ԫ�ؼ�Ó�����ľ���
������8�� ��ߠt�r����
����2.4 ����ʽ�t�״�����߂�ėl��
�����鱣�C��Ч��������ʽ�t�״���Ҫ����ʹ�íh����һ����Ҫ���wͨ�^���w�Uɢ���r���^���w�Uɢ�����{�䣬���зdz���С�ľ��д��ԵĚ��ݣ��t�ײ��ϳ��˾���Խ���ͻ������⣬ͬ�r�������õ������ܣ����⣬��Ҫ���w��ע�t���Լ���Ȧ���o�ϣ��γ����ң�������w�Ġt�ס���Ȧ�����ߏĠt���c��Ȧ�Y��̎�����
�� 2.5 �YՓ
������1��������ʽ�t�״��弼�g���^�ڂ��y�Ľ��|ʽ���壬����Ч������ȫ�ԡ������Եȸ����������@���ݡ�
������2�������l�Б��t�۟����Ú��w�Uɢ���M�еײ����壬����Ч�������w�е��к����w��������A�s�������������w�|��������T���ȼ���
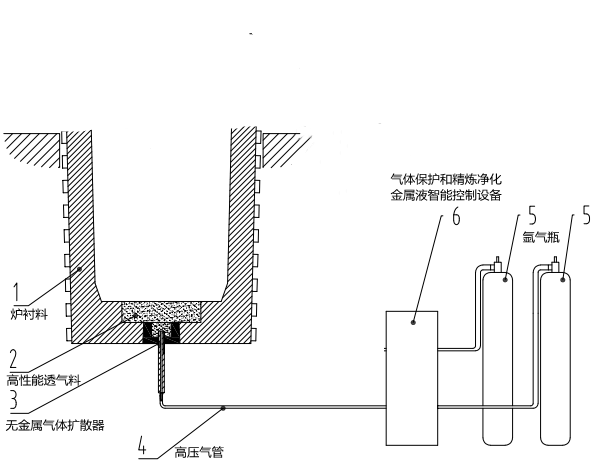
3�����l�t�������Ƚ���Һ���徫��������ϵ�y
һ�N���l�t�״����b�ã�ͨ�^�ڳ���ģ�ߵײ��O���К���M����c��Դ�b�����B�ӣ�ʹ����ܳ�ֵ��űMģ�߃ȵĿ՚⣬ʹ�T���T��r���治�ױ����������γ��s�|�����ښ���M������O���Ќ���u������u�ij�������O����ͨ��W��ͨ��W���O������ֻ���S���wͨ�^���ף�ʹ����܉��M��ģ�߃ȣ��������a���ˮ����Ć��}��
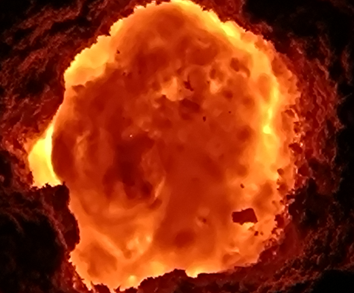
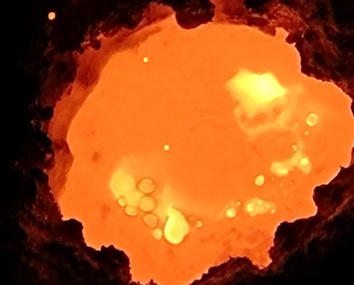
ͨ�^�ڠt�ȡ������ȴ���o��С����ݣ�������ϸ��^����ͨ�^���揈�����w�e��Û���S��ؓ��“�����”��������ɢ�ڽ���Һ�еĚ���������SiO2��AL2O3��MgO��MnS��FeS���T���к��s�|������Һ���棬�]�l��ͨ�^����������ȥ����
���l�t�ȡ������ȴ����ܼ��ٽ���Һ�c�Ͻ�ȷ�������������Һ���w�ضȾ��⣬�s�̺Ͻ��۟��r�g�������ڽ���Һ�ľ����Y����
�����رȿ՚���ڴ����^���У��t�ȼ��뾫����������Һ��������w�К��;�������ʹ����Һ�c�՚�����^���������Һ����Ⱦ���Ҿ�����������������Һ�е������������������ȥ������������Һ�������_��LF��VD ��AOD����ՠt�ľ���Ч����
3-1��̶����ʢ�²�������˾���l�t����Һ��������ϵ�yʾ��D��
3-2 �����ǿ�ϵ�y������)��
��ϵ�y�����ܿ��ƌ��F��a���S��늠t�Ƚ���Һ���ӻ�p�١�ϵ�y�����{����������w�����㶨���F���o�茣�I�ˆT�{����b��ϵ�y���Ԅәz�y���Ԅӿ��Ʒ���������ͨ������ܣ�c��ϵ�y���ٚ��^�������ܡ�
3-3 ���w�Uɢ������������
1���A��ʽ�����c���wֱ�ӽ��|����ȫ�Էdz��ߣ�2�����a���Ě��ݘOС��������������3�����w�Uɢ�����؏�ʹ�ã��p�ٸ��Q�l�Σ�������aЧ�ʣ�4����Ȃ��y�Uɢ�������е͌��ᣬ�����š�
4�����徫���M����Ч��
4-1��ͬ����Һ����ȥ���Ч����������
䓷N |
����r�g
/min |
��H��������׃��/10-6 |
Ó���ʣ�%�� |
|
����ǰ |
����� |
|
10� |
40 |
5.2 |
1.0 |
80.8 |
|
20� |
40 |
6.5 |
1.2 |
81.5 |
|
45� |
40 |
12.0 |
1.9 |
84.2 |
|
AISI430 Cr 16%~18% |
50 |
7.8 |
1.8 |
76.9 |
4-2��ͬ䓷N���w����������s�|��Ч����������
|
䓷N |
����r�g
/ min |
�s�|Ԫ��
|
�s�|���Һ�к�����%�� |
ȥ���ʣ�%�� |
|
����ǰ |
����� |
10� |
40 |
Pb
As
Sn
S |
0.0086
0.0210
0.0270
0.039 |
0.0017
0.0050
0.0260
0.006 |
80.2
76.1
-
84.6 |
|
AISI430 |
40 |
Pb |
0.0400 |
0.0082 |
79.5 |
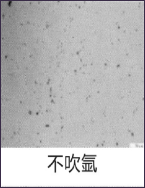
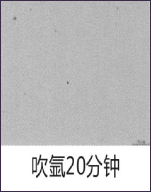
4-3���l�t�ȴ����S�r�g���L���������@�R�µĽY����ͬ��
�A�s�^�� �A�s�^�� �A�s�O��
�Ŀϵ��Ԭ18173231009
��˾���Q����̶����ʢ�²�������˾







 �Wվ���
�Wվ��� �f���śr
�f���śr �����YӍ
�����YӍ ���ߌ��^
���ߌ��^ �a�I�����
�a�I����� �ИI�yӋ
�ИI�yӋ ���g����
���g���� ���Ռ��^
���Ռ��^ �����YԴ
�����YԴ ���T����
���T���� ����
���� ϵ�҂�
ϵ�҂�