����1�����ٶY2��������1
��1. ���_�_����Ŭ������O������˾��ɽ�|���_ 264000��2. ���_��W���b���c�˹��̌WԺ��ɽ�|���_ 264005��
ժ Ҫ���Pʽ�༉���T䓱Ú��aƷ�Y�����s���ں����ߴ羫�ȿ������y�������a������ȱ�ݡ��s�ɡ��Ѽy�Ȇ��}������ͨ�^���༉�îaƷ�Y�����|��Ҫ���ʹ�à�r�M�з������IJ������ơ��a�s��ˇ����ע��ˇ�ȶ������������Ľ�Q���������g�~݆�Ҳ������wɰо�Y�������ÿ���z�y�����^��ǻɰо���Π��λ�ã����C�����ߴ羫�ȣ��������_�����Ϸ��ͷ�ʽ�������������ۣ���עʽƽ�����ͣ��p���Һ�����A���Įa��������ǻ�w�����|����ͨ�^�Ȱ�ð�������L�^����Y���Ŀs�ɺͿs��ȱ�ݣ���ֹ�B©�l�����ڱں�����^��IJ�λ�O������ڱ��c���ཻ�R�IJ�λ�����S�����F����ֹ�T���Ѽy�a����
�P�I�~���༉�ã��T䓣��T�칤ˇ���A�����B©
1���T������
��ˮ��ʹ���У�������ߓP�̣������ö༉�ýY����ͨ�^�������B�~݆�ij��m�Ӊ�����߳�ˮ���������_�����ߵēP�̡��༉�ñÚ��Y���нM��ʽ�����wʽ�ɷN������ᘌ����w��ʽ�T��Ú����T�칤ˇ�M���о����鷽���b�䣬�༉�ñÚ�һ��������_�Y�����֞��ϱ��w���±��w�ɲ��֣��Mˮǻ�c��ˮǻһ��λ���±��w���༉�ñÚ��Y�����s�����Mˮǻ����ˮǻ���L�^���ҡ��������g�Ҽ��~݆�u�ҽM�ɡ��D1�����7���ýY��ʾ��D��
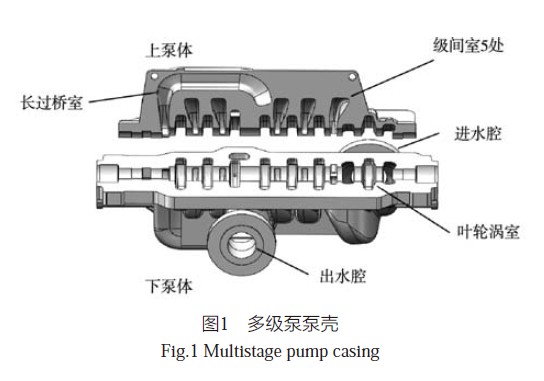
�༉��������γߴ磺���w2090mm��820mm��560mm�����w2410mm��1170mm��590mm����Ʒ���������w�s1500kg�����w�s2100kg���T���Π���s������ǻ�w�ں��ݶȴ����150mm ����С28mm�����M��ˮ�ڷ��m�����_�����^��[1]�����˱��Cˮ�����ܺ͜p�������^�̵������pʧ���T���ߴ羫�ȡ������|�����Ȳ��M��������Ҫ���^�ߣ��T�����w�ߴ繫�CT11����գ�ȫ����PT1���z����ڷ��m�����_�淨�mҪ���M��RT2���zˮ��ԇ6MPa��30min�o�B©��
���ڶ༉��ʹ�É����^����ʹ�íh���������Ї��ظ��g�ԣ��ʶ༉���T�����Ï��ȸߡ����g�Ժõ��p��P�ASTM A995Gr1B���仯�W�ɷ�Ҋ��1��

2 �T��༉�ñÚ��׳��F���|�����}�������y�c����
2.1 �aƷ�P�ߴ�࣬����Ҫ��������a�����y
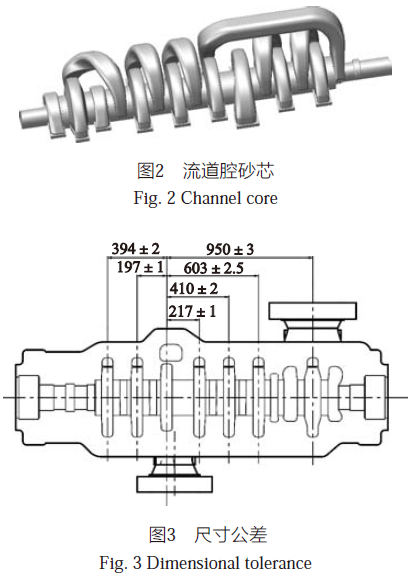
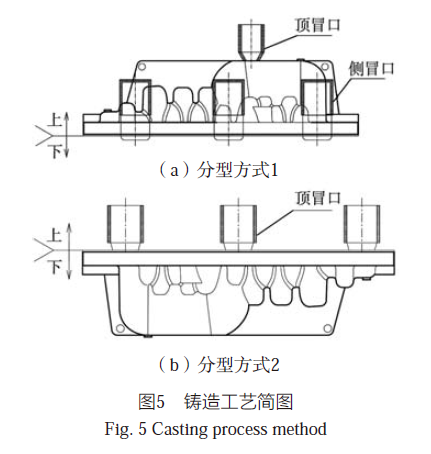
�༉�õ�ǻ�w�࣬����ǻ��ɰо�γɣ�ÿ�Kɰо�������|����λ�ü��M�϶�λ���|������Ӱ푱��w�ijߴ羫�ȣ��༉�õ��~݆���B����о�S�ϣ������~݆���S�ģ��������S���Sо����һ�£��c֮�����ĸ���������ˮǻ���S��λ�Ås�׳��Fƫ�����ˮǻ��ɰо�M�϶��ɣ�Ҋ�D2�������`���y�⣩������Խ�࣬���S��ƫ��Խ������Խ�y����������ˮǻ������Ҳ��ÿ���~݆��ˮǻ�����ģ���ˮǻ�ļ��g���ľ��x�ߴ羫��Ҫ�����Ҋ���g���ľ��x���ߴ繫��Ҫ��Ҋ�D3�����a�У������T�����_���m�c����ǻ�ıں������T���Ŀs�ߺ���׃��ͬ���������ˮǻ�����ľ�ƫ�ʹ�~݆��ˮ�����c�Ú���ˮǻ���IJ�һ�£�Ӱ�ʹ�����ܡ�
�༉�õ�����ǻ����ɰо�γɣ��̼��g����о���D4�����L�lŤ���Ĺ��νY�����H�ڶ˲��Ѓɂ��̶�о�^������Ƿ��λ�Y������о�^�ߴ�С��ɰо��ƫ�ơ��L�^��о���D4���ߴ�������g�փ��^����Ť���Ƕȴ�����������@�Nɰо�Y�������ϲ��̶������m���a�^����Ҳ��������Ӱ�������K�ΑB��

2.2 �༉���Π���s���a������ȱ����ȥ�����y
�T��༉�ñÚ��Y�����s����ע�^�����Һ�������أ��׳��F�A�����Ѽy�ȱ���ȱ�ݣ�����ȱ����Ҫ���F�ı����������֡�����ǻ�ȱ���Ҫ��oճɰ���o���⡢ȱ���Լ��o����Ƥ��ȱ�ݣ��ұ���ֲڶ�RaС��12.5 ��m��һ����Ҫ���^��ĥ̎��������ǻ�w���g�Mխ�������ȱ����ĥ��ȱ��ȥ���dz����y��ȱ�݇��ؕr���®aƷ��U���ʹ�ˇ��Ҫ�M���p�ٴ��ȱ�ݵĮa�����p�p���m���������������͈�U�L�U
2.3 �༉���a���Ȳ��s�ɼ��Ѽyȱ��
�༉�ñÚ��Y�����s��������ཻ�ĽY���^�࣬�ڽ��R̎�׳��F�Ȳ��s�ɼ��s��ȱ�ݣ��༉�õĺ���c�����ں��������̟��Ѽy�A����أ��༉�Ì��ڸ߉��ã���ʹ�����׳��F�B©�F�ʌ��aƷ�ă����|��Ҫ��ߡ�
3 �T�칤ˇ�OӋ��������ȡ��ʩ
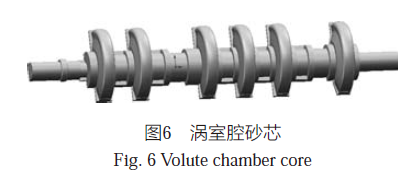
�༉����Ҫ�ЃɷN���ͷ�ʽ���D5�������ͷ�ʽ1�����_�����£����ͷ�ʽ2�����_�����ϣ��@�ɷN���ͷ�ʽ��ȱ�c���ȷ������¡�
3.1 ���a�s�Ƕȷ���
��ˇ1���Â�ð�ڌ����m�M���a�s��һ�����������ϲ����ӳ���ð�ڣ�ͬ�r������̎�M���a�s�����ֹ�Һ�����������ӂ�ð�ڸ߶ȣ��ð���Һ��Ҫ�M�㱾�w�͂�ð�ڵ��w�տs���Һ���^��
��ˇ2�ڷ��m�ϱ����O���ð�ڣ��ڱ���̎ͨ�^���F���������̷����ð�ڽY���������������a�sЧ�ʡ�
��ˇ1�ȹ�ˇ2��ð���������Ï��s�ҳ�Ʒ�ʵͣ����T���Y���ϣ�����m�泯�£���ˇ1����������a�s����ˇ2�T������m�泯�ϣ��������T������a�s��ͨ�^�O���ð�ڿɱ��C�aƷ�ăȲ��|����ð�������p����ˇ��Ʒ�ʸߡ���ˇ2�ɽ��ͮaƷ������ɱ���
3.2 �ij��ͽǶȷ���
ͬ�ӝ�ע�ٶ��£����m����Һ�������ٶ������Һ���������γ�����Ĥ�����γ��^��A����������������Һ�������ٶȿ죬�������أ�Ҳ�����������a���A���ߴ��^С�����ڱ����ϱ���̎�γ�ȱ�ݡ���ˇ1���Һ�Ⱦ������ͷ��m��λ���ٳ��ͱ��������Y�����Һ�|���½��ҊA�����y����������̎ȱ�ݔ������ࣻ��ˇ2���Һ���ȿ��ٳ�M�����������֣��ٳ��ͺ������_���m���@�ӳ����^���еĊA�������ϸ��ڷ��m�ϱ��棬ͨ�^�ӹ�ȥ�������⣬��ˇ2����������������ʽ���γ����¶��ϵ�ƽ�����ͣ��ɜp�p�A���ȱ�ݡ�
3.3 �IJ����Ƕȷ���
��ˇ1�����������ɰоֱ�ӹ̶������䣬����ˇ2��ɰо�̶������䣬��о��ɺ���Ҫ������ٺ��䣬�@����ɰо�Ĺ̶�������ߵ�Ҫ��ˇ1������ˇ2���������㡣
�C�Ϸ��������ù�ˇ2�mȻ�ȹ�ˇ1�����������s������ˇ2ͨ�^���üӴ�о�^��λ���ӏ�ɰо�o�̺;����������^�̿��ƣ�ͬ�ӿɱ��C�T���ijߴ羫�ȣ��Ҳ��ù�ˇ2���a�s�Ƕ��Ͽɱ��C�aƷ�|�������ͳɱ����ڝ�ע�r����ƽ�����ɜp�p�A���ȱ�ݣ����x��ˇ2��
3.4 �ߴ羫�ȿ���
�鱣�C�༉��ÿ���~݆�u�ҵijߴ�����u��֮�g������λ�óߴ羫��Ҫ�����g�u��ǻ�������wɰо���D6����һ�w���Σ��@�Ӹ����g�~݆�u��ǻ�������ߴ���ģ�߾��ȁ����C������ɰо�M�ϕr���`����C����λ�óߴ�ʴ_��
���g�^��ǻ�ɶ����ΉKɰо�γɣ�ÿ�����g����о�c�u����о�b����һ���γ����w����о���D7��������ÿ�����g����ɰо�Ƀɂ�Со�^�����g���L�Y���γɣ����Π�Ť����ɰо���ڲ������Y���������ɰо�ijߴ羫�ȣ���ȡ�˜p��о�^�cо��������g϶����ֹо�^��ӣ��L�^��о���O��ˇ�ף�����һ���̶��c���D7�������ɰо�ķ����ԣ����˷�ֹɰоƫ�ƣ������a�^���У����β��ÿ���z�y���D8�������C����о��λ�úͳߴ羫�ȡ�

3.5 �a�sϵ�y�OӋ
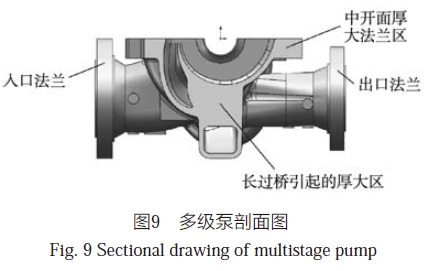
�༉�ýY�����s�����͟ṝ�c�ֲ������_�����m�^���L�^������ĺ��^�Լ�����ڷ��m����Y�����D9�����������_�����m�c�L�^������ĺ��^���a�s���y�^��
3.5.1 ���_�淨�m�^ð���OӋ
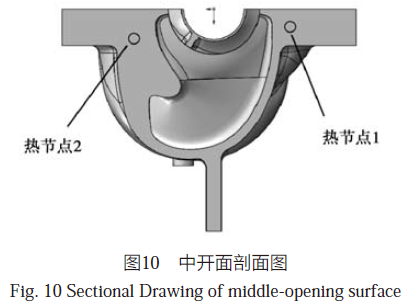
���_��^���B�Ӳ�λ�࣬���γɺܶ��ṝ�c���ṝ�cλ����Ҫ�ЃɷN���ӽY�����D10�����ṝ�c1�����������c���m�Ľ����c̎�����ڃȂ�ɰо�^С���ṝ�cһ��λ�ڷ��m������ƫ�ȂȲ�λ���ṝ�c2�Ƿ��m�c�ȂȰ��b�ܷ�h�Ľ���̎�����ڃȂȲ����^���Ҳ���܇�ɰоӰ푣��ṝ�cλ�ڃɲ��ֵĽ��R̎�����ڟṝ�c֮�g�^����������һ��ð��ͬ�r�a�s�ɵ������ṝ�c��ͬ�r��ð��֮�g���O�������F�����F�ߴ�ҪС����ֹ�^�����F����ܷ�h�a�sͨ��������ֹ���_��Ͱ��b�ܷ�h��λ�пs�ס��s��ȱ�ݵij��F��
3.5.2 �L�^��^ð���OӋ
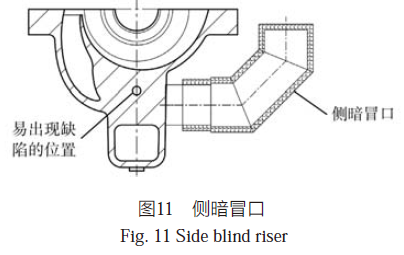
�L�^��^�Y��Ҋ�D11���@һ�^������^��ğṝ�c������ò�����Ч�a�s��Ҫ���F�^��Ŀs�ɺͿs�ѡ��@�N�F���ڮaƷ�����A�Σ������F�B©������ʹ���^�̣��Ѽy��չ���׳��F�B©����̎���O�Ȱ�ð�ڣ������s�ɻ�s�ѣ���Ч����ʹ���НB©���L�U��ð�ڿɲ���ð���M�ϽY������u�������ṝ�c����һ���ĉ��^�߶ȡ�
3.6 ��עϵ�y�OӋ
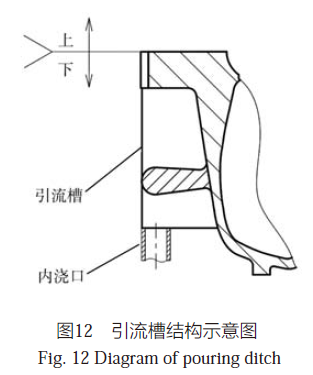
�༉�ñÚ������Y�����s�����˜p���Һ���������õ�ע�����ȝ���ֱ���_�ڱ��w�ϕ��a���_ɰ�;ֲ��^�ᣬ���O�������ۣ��D12���������Һ�M����ǻ���ٶȣ�����ֱ��C�Һ���T���²�������ǻ��������Ҳ����һ�����a�s���ã����߰��ȿɽY�ϝ������aƷ�ں�C�Ͽ��]����ǻ���a�s��ͬ�r�������Ѽy���L�U��ͨ�^�����۵��OӋ����ʹ�Һ���¶��ϳ��ͣ�����⡢��������Һ����ƽ���������p�������A�s�Įa���������ڊA�s����ϸ�����ע�^�̿���Ҫ���ڱ���̎�Һ�����ٶ�30~60 mm/s�����m�������ٶ�10~20mm/s��
3.7 ��ֹ���y����
���_�淨�m�c����ǻ�w���߱ں��e���a���Ѽy���y�Բ��ñں��^�ɺ�����R�ǵķ�����Q�������_�O������ʽ����ֹ�Ѽy�Įa����
�༉�ø�����ǻ���R̎�ں����T�������̺��տs�^���У��Y�������O�����⣬��ǻ�w֮�g�Ľ��R̎�׳��F�Ѽyȱ�ݡ�������̎ȱ�ݵĮa��������݆�����R̎�����S�����F�����ٟṝ�c�����̣���ֹ�Ѽyȱ�ݵĮa����
4 ���H���a��r
���˹�ˇ���������a�˶�NҎ��Ķ༉���T�����T�������ߴ��_��CT10~CT11�����c�~݆�b��������ã������|�����ã��A��ȱ�ݺ��٣��aƷ�Ѽyȱ�ݺ��ٮa����ˮ��ԇ��ʹ���^���о�δ���F�B©���}��ë���aƷҊ�D13��
5 �Y���Z
��1���༉�Ú��w��ģ�;��ȡ��Mо���ȺͲ���������ƮaƷ��K�ߴ羫�ȣ��ɱ��C�aƷ�������ߴ羫�Ⱥ�ʹ��Ҫ��
��2���༉�Ú��w�������_�����ϵķ��ͽY����������ð���a�s�͊A��ȱ�ݵ��ų�������T�������|����
��3���༉���L�^����^���OӋ��ð�ڣ�����Ч��ֹ�s�ɺͿs�уȲ�ȱ�ݣ�������ˮ���r�l���B©�F��
��4���������OӋ����߶༉�Ú��w�ij���ƽ���ԣ���ֹ�Һ�������p�ٱ���ȱ�ݡ�
��5���༉������ǻ�ڽ��R̎�����S�����F���ɷ�ֹ�Ѽy�Ϳs��ȱ��
�����īI��[1]���ޕԱ�. �p��P����_�ñ��w�T�칤ˇ�о� [D]. �F�ݣ��F�ݴ�W��2017.[2]�������䣬���ĸߣ�κ������. �T���փԵ�5�����T�칤ˇ[M]. �������Cе���I�����磬2010.

 �Wվ���
�Wվ��� �f���śr
�f���śr �����YӍ
�����YӍ ���ߌ��^
���ߌ��^ �a�I�����
�a�I����� �ИI�yӋ
�ИI�yӋ ���g����
���g���� ���Ռ��^
���Ռ��^ �����YԴ
�����YԴ ���T����
���T���� ����
���� ϵ�҂�
ϵ�҂�